





本文介绍固体激光器(SSL)的三类光束传输方式及加工光路,介绍了如何通过使用反射光路来减少热焦点偏移;通过采用双同轴芯光缆能使同一光纤传输两种不同质量的光束,光束质量的改进将如何以一种创造性的方法来提升激光器的灵活性;高质量光束如何更好地利用振镜扫描光路以完成远程焊接。
控制热焦点偏移
当激光束的波长为1微米时,保持光路表面洁净非常关键。由于固体激光器的波长比二氧化碳激光器短很多,光路中即便是一个很小的微粒,也会造成重大损害或者功率损耗。如果将一个带相机的零度角(直线型)加工头和一个带照相机的90度角(直角)加工头做比较,很容易看到热焦点偏移的效果。在零度角配置的情况下,为了将可见光反射给相机,需要在透镜和准直仪之间增加一个穿透式光学板。而在90度角配置时,为了反射激光波长和将可见光传递给相机,需要涂覆呈直角形的光路。
在穿透式镜片里,激光光束穿过光学材料,大约2%的能量会被疏松物质和镜片表面吸收,即便是洁净且精心设计的镜片也不例外。可以预想,1000瓦特的2%是相当容易控制的,但是16000瓦特的2%却难以从材料中消除,因为材料在热消除特性方面不是特别易于传导热量。另一方面,反射式镜片能够将几乎所有的能量都反射出去,只在涂层和表面上有些许损耗,一般不超过0.3%,因此在光学材料环节中损失的热量非常少的。
对于大功率高负载率激光焊接应用来说,反射式光学加工头是理想的选择。准直透镜和聚焦透镜都已经被替换为反射式光路。而且,在反射式聚焦光路上涂覆了涂层,使可见光传输至位于后面的相机。这让保护盖滑片成为这种配置中唯一可透光的光学部件。图1显示了在大功率应用中反射式光学配置和穿透式光学配置的对比结果。在图中可以看到,热焦点偏移显著减少,特别是在与零度角(直线型)穿透式配置相比时,大功率级别减少了75%的热焦点偏移。
双芯光纤 对于许多焊接应用来说,期望的光束质量是平顶形的光束波形,并使用相对大的光斑尺寸来传输中等质量的光束。另一方面,激光切割应用要求非常好的光束质量,通常是高斯分布的波形,可以聚焦至小光斑尺寸。通过使用适合某种应用的光束质量,就可以在最佳的聚焦点进行加工,从而能在功率级别很大时继续保持高质量、快速和高可重复性的焊接和切割,还能容许零件位置、高度和焦点偏移稍有变化。要想达到这一目的,通常必须使用两根独立的光纤。
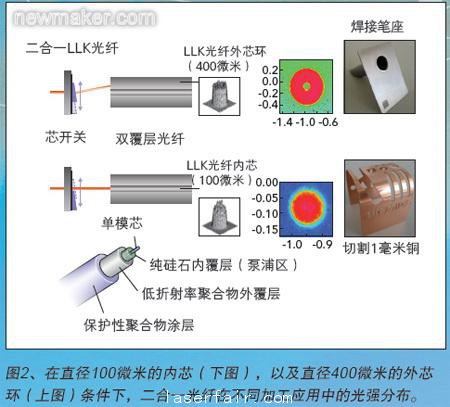
幸运的是,一种新型二合一光纤技术已经成为可能,在一根光缆中包含两个同心圆的光纤芯径。在切割工艺中,激光光束被定向穿过正中心100微米直径的芯,产生高光束质量;而在焊接工艺中,光束被定向穿过外层的芯(目前的可用直径是400微米或600微米),从而能将最佳质量的光束传输给工件。
这种二合一光纤非常适合激光加工系统,只需单根光纤就能够将光束顺着轴线传送到加工头。这样就可以快速更换整个加工头,还可以将切割喷嘴快速替换为焊接喷嘴。在切割时,适当配置切割组件,激光光束就能进入中间的芯。在焊接时,相应地配置加工头,激光器中的光学开关就会将光束转移到二合一光纤的外芯环。
图2 显示了光纤开关如何工作,并显示了分别在内芯(直径100微米)和与外芯环(直径400微米)条件下,测定的光强分布。
德国通快公司已经完成了新型二合一光纤与标准单芯阶跃光纤之间的对比试验。在切割试验中,二合一光纤内芯的切割速度、边缘质量与直径相同的标准阶跃光纤完全一样。在通过外芯环进行深度焊接时,与直径相同的常规阶跃光纤的输出相比,焊缝和焊根的质量以及焊缝形状完全一样。无论是切割还是焊接,二合一光纤都能安全可靠地获得与常规阶跃光纤一样的加工结果。
远程扫描焊接 如今, 在激光材料加工领域,多年来振镜扫描技术已经广受欢迎,主要应用于二氧化碳激光打标系统和固定头系统。随着高光束质量碟片激光器和光纤激光器的进步,扫描振镜已经快速扩展至工业应用,伴随而来的是生产周期的缩减,系统设计简化带来的成本降低以及大型的工作通道和更大的灵活性。
激光通过光纤缆线传输到可编程聚焦镜组(PFO),随后和其他类型的加工镜片一样,激光穿过准直仪生成最佳直径的准直光束,从而能够使工件获得高质量工艺特性,并使反射镜和聚焦透镜上的能量密度最小。
二维PFO的基本操作如下:在光束被准直后,会被镜片反射偏离,同时镜片能将可见光回传至可选配的相机系统。接下来,安装在精密振镜马达上的双镜组合会操控偏离的激光光束,将其对准工件,每个镜片分别对应X轴和Y轴进行运动,而被处理的部件保持静止不动。接下来,偏离的激光光束会穿过一系列透镜(称为平场透镜组合)。通过使用不同类型的焦距,就可以创造一个区域,在这个区域里激光光束焦点平面保持不变。如果在准直仪和第一个振镜镜片之间加入马达透镜,还可以调节Z轴的焦点,从而创建一个三维的工作区域。
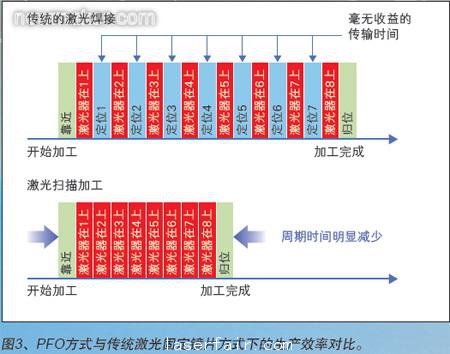
为什么使用PFO?对于小的部件,可以使用固定的部件,将PFO安装在固定的位置,从而简化总体系统设计——除了PFO外,没有其它运动的部件。对于大小超过工作通道的工件,可以将工件安装在固定装置上,提供一个简单的台面,允许一次焊接半个甚至一个象限,接着转移工件,或者可以将PFO安装在机械手上,能够覆盖很大的区域和不同的角度。与传统的固定镜片加工头相比,焊接速度是一样的,由于免去了定位时间(见图3),工作效率得以提升。当今最常应用PFO的行业是汽车工业。
|
本文揭示了传统光路的局限性,如何为解决其局限性而做的设计以及最新大功率高光束质量激光器的优势。随着技术的不断发展,系统提供商期待利用这些技术来生产出下一代光学器件,推动激光加工的进步。 |
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

