





3D打印工艺是基于离散—堆积原理,由零件三维数据驱动, 采用材料逐层累加的方法制造实体零件的快速成形技术。该成形方法是将产品数字化设计、制造、分析高度一体化,不仅能够显著缩短研发周期和研发成本,而且越是结构复杂、原材料附加值高的产品,其快速高效成形的优势越显著。3D打印工艺目前在模具制造、工业设计、汽车、航空航天和医疗产业、土木工程、军事等领域都有所应用,并将逐渐取代传统工艺。
梁贺博士对3D打印科研工科作一直保持着旺盛的进取精神,不断挖掘、扩展新研究工艺。他2012年博士毕业后曾经在北京有色金属研究总院从事多年科研工作,现担任山东歌尔股份有限公司结构部总监级高级工程师,已经发表文章20篇,有5篇被SCI和EI收录,先后申请25项专利,已经授权10项发明专利,4项实用新型专利。梁贺研究方向为的新型3D打印工艺,主要包括大型零件3D打印和小型零件3D微纳打印。
目前大型金属3D打印制造技术主要有:激光同轴送粉打印工艺、电子束熔化和电弧增材制造技术等。
激光同轴送粉3D打印技术是采用同步送粉方式,将金属粉末输送至加工点,同时高功率激光将金属粉末熔化,按照预设轨迹逐层沉积,最终形成金属零件。可适用于不锈钢、工具钢、钛合金、铝合金、镍基合金、炭化钨硬质合金、钨铬钴合金、钴铬钼合金、青铜合金、贵金属合金等多种金属材料,激光同轴送粉3D打印还能进行零件修复及表面合金化等多种加工工艺,如图1所示。
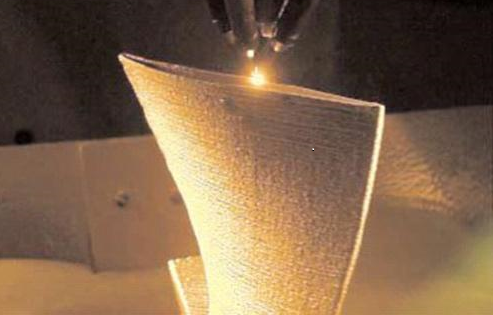
图1 同轴送粉激光3D打印
电子束选区熔化金属3D打印采用电子束作为能量源,在高真空环境下通过逐层熔化金属粉末的方式制造实体部件。由于电子束的功率高、材料对电子束能量吸收率高,该技术具有制件致密度高、氧含量少、不易变形开裂、粉末耗材价格低、打印效率高等特点,在金属材料特别是难熔难加工金属材料的3D打印方面具备独特优势和应用价值,在骨科医疗、航空航天等领域应用广泛,如图2所示。
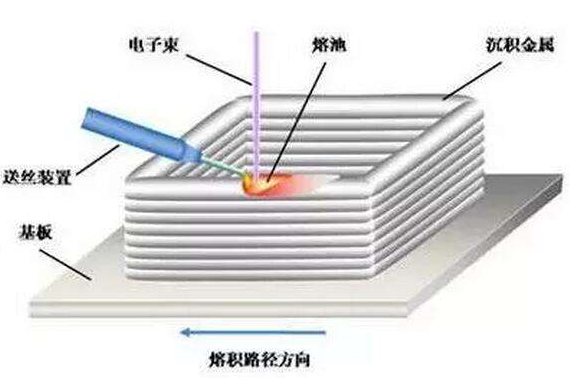
图2 电子束选区熔化金属3D打印示意图
电弧增材制造技术以电弧为载能束,采用逐层堆焊的方式制造金属实体构件,该技术主要基于TIG、MIG等焊接技术发展而来,成形零件由全焊缝构成,化学成分均匀、致密度高,开放的成形环境对成形件尺寸无限制,成形速率可达几kg/h,但电弧增材制造的零件表面波动较大,成形件表面质量较低,一般需要表面二次机加工,相比激光同轴送粉、电子束增材制造,电弧增材制造技术的主要应用目标是大尺寸复杂构件的低成本、高效快速近净成形,如图3所示。
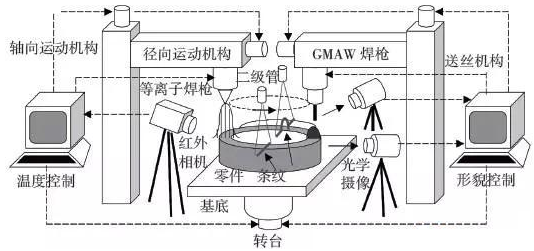
图3 电子束选区熔化金属3D打印示意图
但这三种工艺都存在共同的缺点:
(1)3D打印时零件应力变形大,需要增加较多的额外余量尺寸,造成一定的材料和工时的浪费,增加了生产成本,降低了生产效率,后续需要进行去应力退火,因此打印特大型零件受到了退火炉尺寸的限制;
(2)对导热性能不同的材料,零件打印效果都有一定的缺陷,热导率较低的TC4钛合金打印后为网篮组织并伴有少量的魏氏过烧组织,铜合金和铝合金等热导率较高的材料打印时有较多的微裂纹缺陷,成形效果不理想;
(3)零件打印后经常有融合不良问题,内部存在微裂纹或气孔,进行无损检测后缺陷较多,无法满足验收要求;
(4)零件退火后晶粒粗大,直径一般超过100微米,远大于传统工艺加工零件的晶粒,机械性能和抗疲劳性能较低。
针对这种情况,梁贺博士首次提出了“3D打印、感应加热和超声高频微锻”三位一体的3D打印工艺,即在零件3D打印部分高度后,对整层打印平面进行感应加热和超声高频微锻处理,主要用于消除应力和细化晶粒组织。
根据打印零件的尺寸确定采用感应器加热的外形尺寸、 电源功率和频率,感应加热装置与3D打印传动机构一起固定,通过程序对整体的打印平面进行感应加热扫描,感应加热的温度根据具体材料确定,一般要求加热到再结晶温度以上。由于3D打印增材制造属于近净成形,不能采用传统大变形量锻造工艺,因此采用超声高频锻打工艺对加热后的工件部分进行超声微锻,达到去应力和晶粒细化的目的。
该工艺的主要优点是:
(1)及时去除3D打印时零件的应力变形,无需增加过多的额外尺寸余量,避免了材料和工时的浪费,节约了生产成本,提高了生产效率,后续无需进行去应力退火,因此可以打印特大型零件;
(2)该工艺适用于所有金属材料的3D打印,可以根据不同材料的导热性能和加工性质设置3D打印、感应加热和超声微锻的工艺参数,可以完全消除TC4钛合金的网篮组织和魏氏过烧组织,同时消除铜合金和铝合金等热导率较高的材料3D打印时产生的微裂纹缺陷;
(3)该工艺打印的零件不会发生融合不良问题、微裂纹或微气孔,无损检测后无缺陷;
(4)零件打印后的金相组织直接为细小等轴晶粒,直径不超过20微米,基本达到传统工艺加工零件的晶粒,机械性能和抗疲劳性能比传统3D打印工艺明显提高。
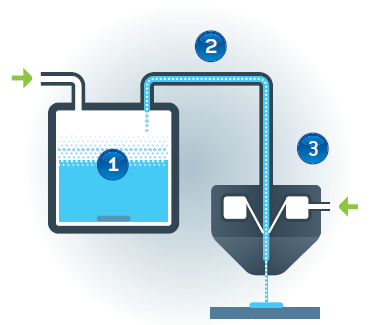
作为山东歌尔股份有限公司结构部总监级高级工程师,梁贺博士还积极探索用3D微纳打印技术提升传统电子行业,3D微纳打印是通过使用微纳米材料来喷印10微米到数毫米宽的精细电子线路,实现3D喷印,基本原理如图4所示。
在雾化器里注入纳米浆料,加入超声和气场雾化浆料成气溶胶,雾化后的浆料(颗粒粒径3-5微米)通过传输装置过滤后到喷头,喷嘴两侧加有气场,喷出的浆料不会接触喷头,喷头到基板的距离可调节在1-5毫米,直接在3D基板上喷印。
气溶胶喷射3D打印的最大优势在于浆料使用范围广,包括导电浆料,电解质,聚合物和粘合剂等,并且可以在低温衬底上沉积这些材料从而实现一系列的应用,而该工艺独特的工作原理决定了气流喷印可以打印出很细的线宽,微纳3D打印过程如图5所示。

1-5
mm
3
4
5
图4 3D纳米气溶胶喷射基本原理
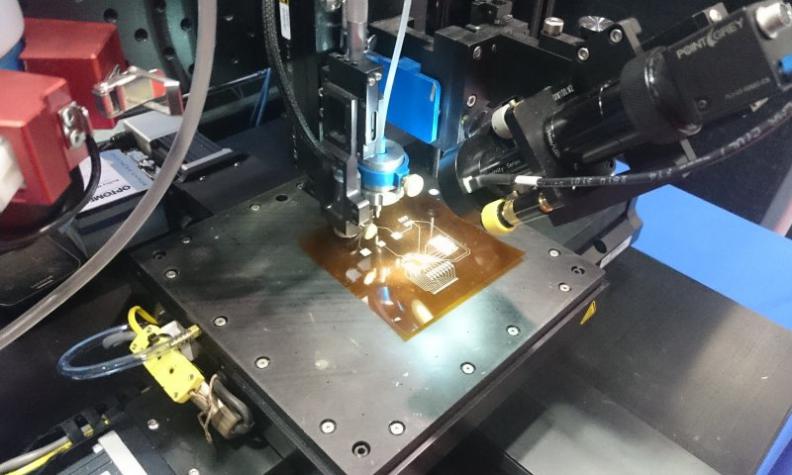
图5 3D微纳打印打印过程
微纳3D打印具有以下优点:
(1)打印液滴直径小,微纳3D打印产生的液滴能够比针头尺寸小一个数量级,可以实现亚微米级,纳米级的打印分辨率,单层打印厚度可达100纳米以下,最小打印线宽可达10微米;
(2)打印材料广泛,绝缘或导电性质的液体、有机及无机材料、各种溶液或悬浊液都可以用来打印;
(3)喷头不易堵塞,微纳3D打印是使用超声和高压气场将气溶胶流体从喷嘴喷出,能够克服因为流体粘度太高而喷嘴堵塞的问题;
(4)精度高,由于喷嘴与接收基板之间的距离很小,能够减小因为空气扰动等导致的定位误差,精度高,可控性好;
(5)无需制作模板可以实现即时设计,即时打印,同时可以在平面/曲面/立体结构上打印,打印效率高,一台设备打印的产品年产可达上百万片;
(6)应用范围广,非常适合于复杂和高精度图案化,在柔性电子制造中具有广泛的应用前景,同时可在一些如发光二极管、生物打印技术、超材料等特殊领域可以开展应用。
目前,梁贺博士主要通过研究微纳打印的材料性能、气溶胶形成工艺和微纳打印工艺,开发手机天线及各类传感器的大规模、微尺寸及柔性化制造之路,顺应消费类电子产品的发展潮流,争取尽早实现由普通电子产品向可穿戴智能产品的跨越式发展。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

