





用3D打印机来生产陶瓷零件正在成为新的潮流,其中主流的陶瓷3D打印机都是基于光固化技术,通过将陶瓷粉末混入光敏树脂的方式来制备用于打印的陶瓷浆料。据了解,光固化工艺对于陶瓷浆料的流动性要求较高,粘度低、流动性好的浆料更容易刮平、补充和打印。但同时也意味着浆料中的陶瓷固含量较低,烧结过程中收缩变大等问题。
打开凤凰新闻,查看更多高清图片
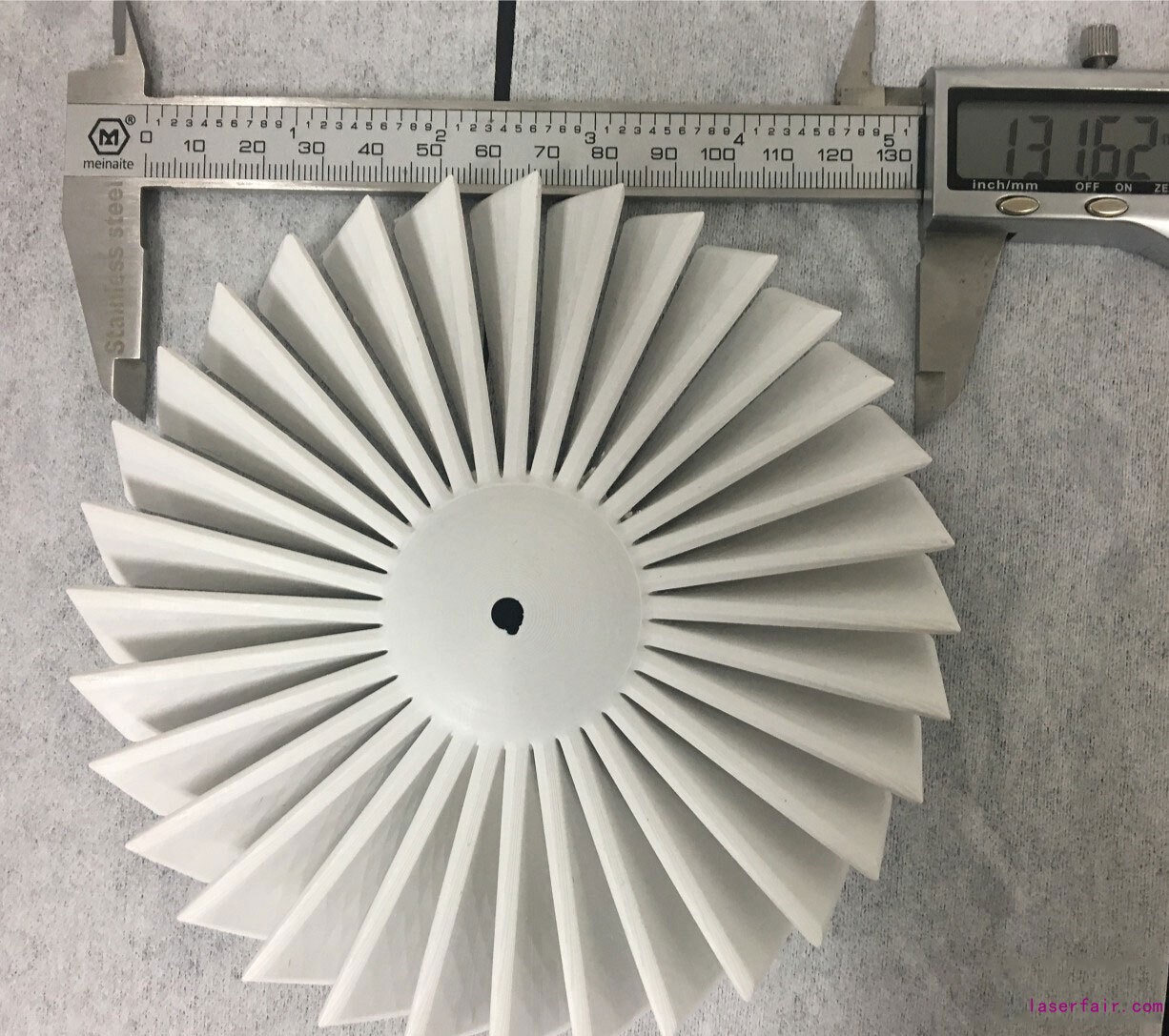
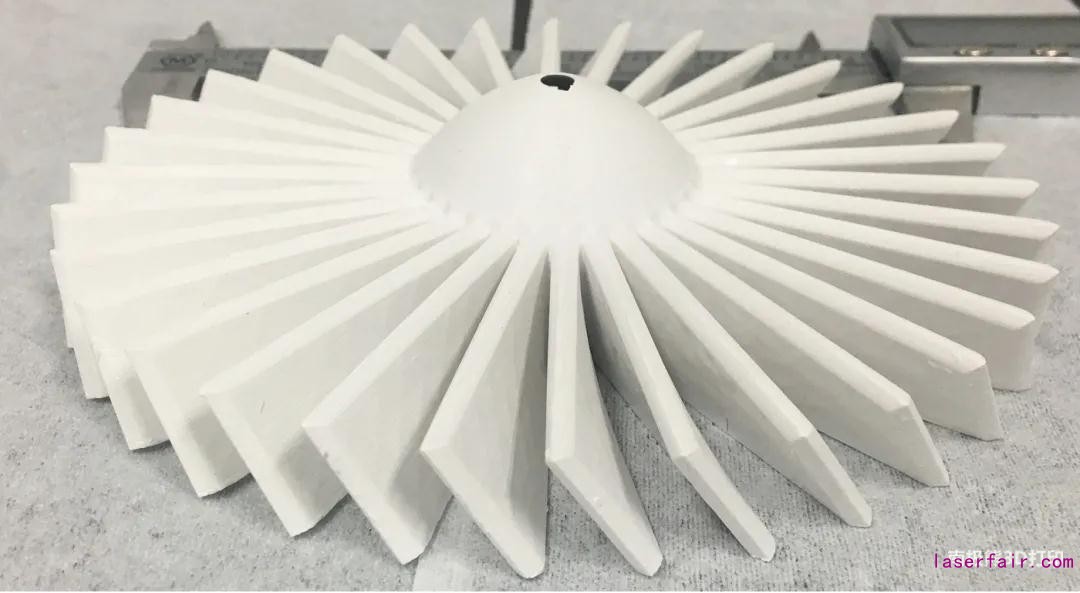
CeraBuilder 3000P膏料机打印的大尺寸陶瓷件
因泰莱激光(iLaser)针对高粘度陶瓷材料,推出了一款大幅面的陶瓷3D打印机,型号为CeraBuilder 3000P,有效成型范围可以达到300x300x150mm。

CeraBuilder 3000P陶瓷3D打印机
这款3D打印机最大的特点是能够打印在常温下没有流动性的高粘度(≥10Pa?S)陶瓷材料,材料种类包括氧化铝、氧化锆、羟基磷灰石、磷酸三钙、二氧化硅、氮化硅等。

低粘度陶瓷材料(左图) 和高粘度陶瓷材料(右图)对比
*与低粘度陶瓷3D打印材料相比,高粘度陶瓷3D打印材陶瓷料能够做到:
*更高的陶瓷固含量,氧化铝质量分数可以做到85%以上;
*陶瓷颗粒不易沉降;
*铺设时材料有一定塑形保持,有助于减少支撑,另外也可使用非接触式仿形支撑工艺,便于尺寸精确控制;
高粘度陶瓷材料往往以膏料形式存在,粘度大,没有流动性,这些特性容易导致刮料铺平过程中出现铺不平整、缺料、气泡、拉丝、刮痕等问题,从而导致打印失败。

高粘度氧化铝材料打印中
目前的陶瓷膏料3D打印多采用针筒挤出成型方式,或者采用旋转刮刀刮料,光固化提拉打印方式来打印。针筒挤出打印方式打印精度不高,且对打印的模型有限制,采用旋转刮刀刮料,光固化提拉打印方式,打印模型容易在提拉过程中掉落下来,导致打印失败。
因泰莱激光推出的CeraBuilder 3000P陶瓷3D打印机,采用波长为355nm的固体紫外激光作为成型光源、特殊设计的双向联动精密涂敷刮料系统,能够在铺料过程将高粘度陶瓷材料中的气泡挤压掉,并将打印材料均匀挤压到刮刀前方,且不会让打印材料过多的堆积到刮刀前方,刮料均匀平铺,从而很好地解决了高粘度陶瓷打印材料的极薄涂层平铺问题。
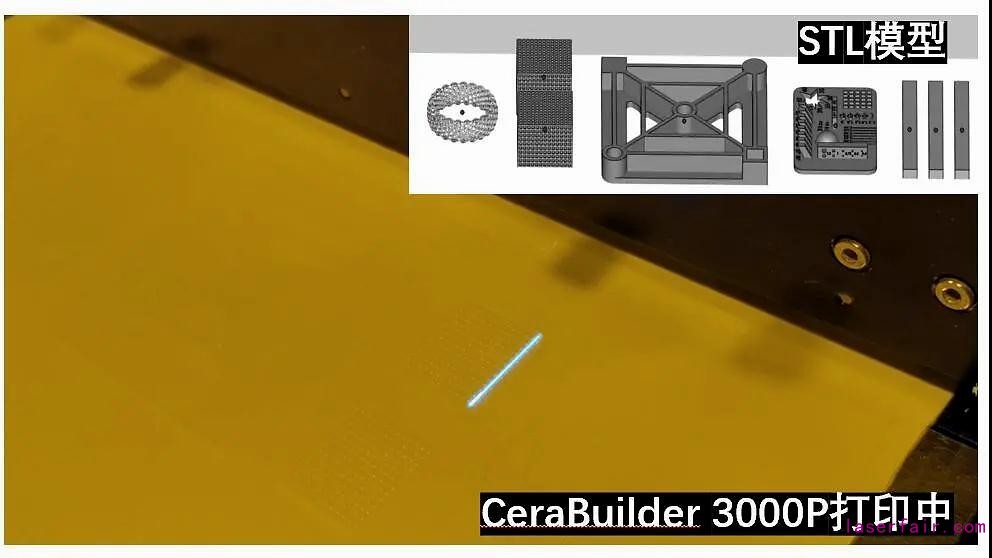
CeraBuilder 3000P 打印中
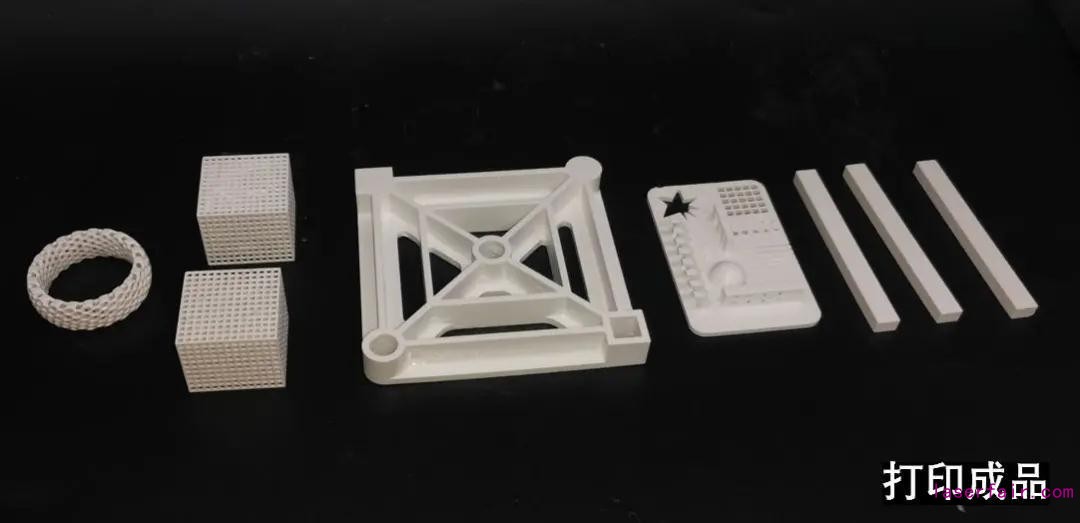
CeraBuilder 3000P 打印成品
此外,这款设备性价比高,打印参数全开放,独有的应力释放扫描算法,更适合高粘度陶瓷打印材料的开发和成型。打印幅面可调,兼顾实验室试制和工业化生产两种模式。
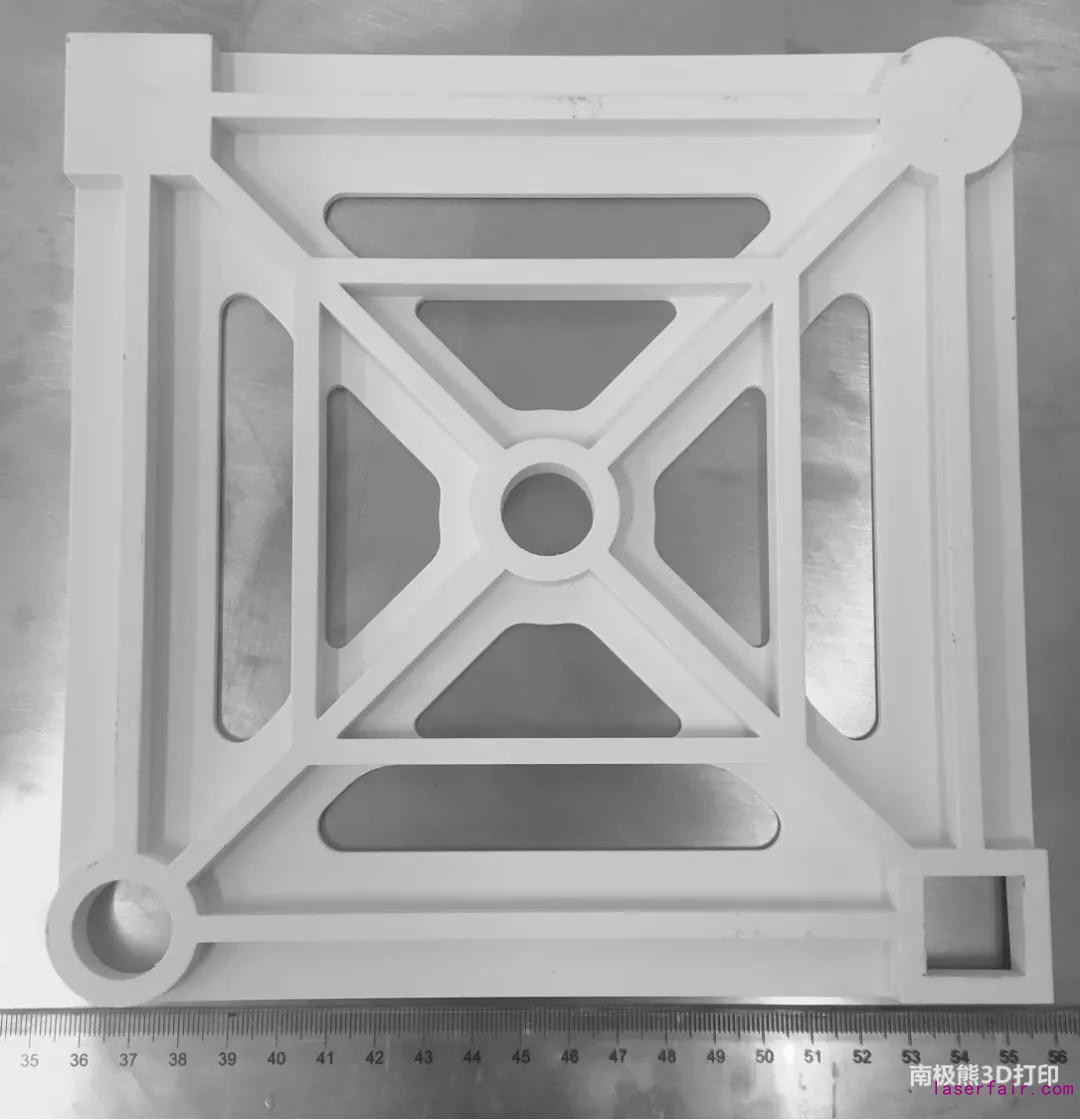
CeraBuilder 3000P 打印大尺寸陶瓷件
CeraBuilder 3000P 打印大尺寸陶瓷件
此次推出的CeraBuilder 3000P高粘度陶瓷3D打印机将因泰莱激光陶瓷3D打印技术能力进行了扩展。据悉,该款设备已被国内知名企业验证并采用,服务于航空航天领域核心器件的研发生产。

3D打印的陶瓷样件细节展示
陶瓷是一种传统的无机材料,有上千年的历史。但是对于3D打印领域来说,却是一种新兴的材料。由于材料本身的特点,要实现打印成型,技术路线相比打印纯树脂材料、金属材料要复杂。
因泰莱激光(iLaser)在陶瓷3D打印领域深耕多年,在苏州、武汉、深圳设有研发、生产基地。此前因泰莱激光推出了多款陶瓷3D 打印机,成型范围从Φ100mm*150mm 到 Φ300mm*150mm,专门用于常温下流动的陶瓷材料的打印成型,已被国内众多科研院所和企业用户采用,助力客户开拓新应用、开发新材料,助推客户陶瓷研发、生产向数字化方向转型。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

