





政府出台的二氧化碳限制排放政策以及全球石油资源短缺与燃料成本增加等一系列问题推动了替代型移动能源的全球需求水平。这些替代型能源的发展是在当前流行的电动出行方式(E-Mobility)的大趋势下应运而生的。这一趋势所关注的核心主题包括替代型驱动器、能量存储系统,轻量化设计概念以及电动出行方式的基础设施。
由于电动汽车制造成本的40%以上来自电池制造流程,因而需要大幅降低这一关键组件的生产成本,以帮助提升销售额。鉴于此,在过去几年中已经取得了许多技术进展,并搭建了一些政治框架。在政治层面,全球各地的政府都积极支持电动出行方式的发展,例如,德国为购买电动汽车(BEV)或插电式混合动力汽车(PHEV)的消费者提供4,300美元的补助。中国政府则是投资数十几亿美元支持建造充电站,以及鼓励购买PHEV和BEV。尽管目前电动汽车的实际数量与内燃机车相比还是相对较小的,但其每年的增长速度却非常快。
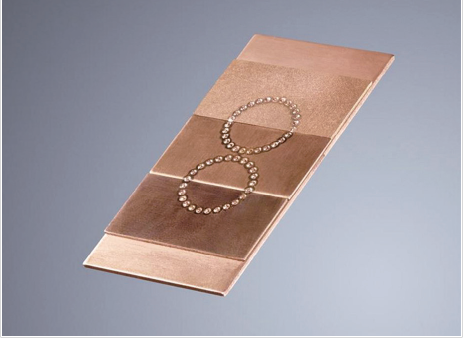
绿光波长焊接铜的优点 -能够在各种表面上实现相同的焊接质量
在技术层面,电池的性能和生产技术等领域也取得了很大进展。特别是在改善生产技术方面的巨大努力使得电池和电池组的价格下降速度比几年前预期得更快。当前,电池组的实际价格低于215美元 / 千瓦时,预计在2030年将低于108美元/千瓦时。
在这些核心主题的发展背景下,存在一些新的技术挑战,例如电极箔的切割;不同材料(例如铝和铜、铝和钢)之间的焊接;以及对包含热敏元件的电池盒进行气密焊接等等。鉴于此,激光器所具备的高灵活性、高工艺速度以及将能量有选择地引入材料等优势和特点使其非常适合于加工要求高生产率和最高质量的部件。
工艺链概述
在生产链的开始阶段,首先对铝或铜箔进行涂覆和压缩处理,以制作电极箔所用。阳极需要使用铜,而阴极则将铝作为载体材料。该箔片通过线圈制作出来,并且需要通过一道剖切或裁切的工艺环节被切割成片状。当前被用于该生产流程的先进技术是机械切割。然而,机械切割箔的主要缺点是切割工具会产生非常高的机械磨损。因此,必须频繁更换工具,这将导致额外的刀具成本以及造成切割质量的波动。
在下一个步骤中,电极箔的抽头需要被焊接在一起。如今,用于该道工序最先进的技术是激光焊接或超声波焊接。此生产步骤中面临的技术挑战是将薄箔与铜 - 铜,铝 - 铝或铝 - 铜等材料组合的接点进行焊接。此外,对于高质量的电池单元而言,要求熔融区域的电阻值非常低。
接下去的生产步骤是将电极箔封装在壳体内。壳体可能是硬的,也可能是软的(或可被称为软包电池)。封装后,壳体被关上并保持密封状态。焊缝必须为气密性。因此,这对焊接工艺要求较高。由于电气部件已经在壳体内,热能和功率密度受到限制。所以,只有很少的焊接技术可以满足这些要求——其中一项技术便是激光焊接。
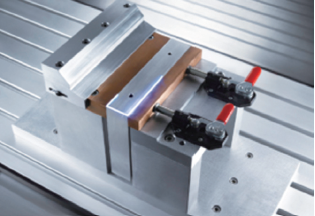
棱柱形电池单元的电池外壳的密封
在电池生产的最后一道工序中,电池盒被电解液充溢。填充后,电池入口必须关闭,并且需要采用与上一步要求几乎相同的焊接工艺。
在最后的生产步骤中,电池被组合成电池模块和电池组。同样在这一步骤中,需要使用连接技术通过电气和机械方式连接几个电池和模块。由于电池模块所提供的电流与单电池相比要高得多,因此横截面必须更大,但对焊缝的要求与点焊工艺相同。
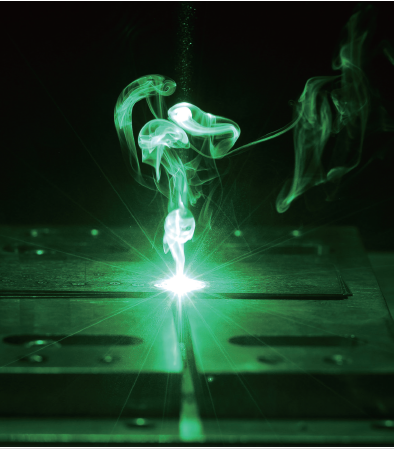
无飞溅的铜焊接
最具挑战性的工艺步骤之一是实现无飞溅的铜焊接。尤其是焊接铜丝锥或焊接电子部件内的电接点。为了在几乎不产生飞溅的情况下焊接这类材料,基于具体的应用,通常有两种方法。一种可能性是使用具有红外波长、高光束质量和小光斑直径的激光器。另一个解决方案是使用绿激光波长的激光器。
红外激光器的优点在于它是当前的常见技术。但是,为了实现更大的焊缝宽度,需要为工件上的激光光斑设置一个振荡(摆动)点。这意味着你必须处理一个额外的过程参数——这通常也意味着一个更复杂的工艺过程。相较之下,通过使用绿光波长,可以避免额外的摆动,因为不需要由绿光波长对铜的更高的吸收而导致的小焦斑直径。因此,与使用红外波长相比,该方法的复杂性显著降低,但稳健性却更高,特别是在电池和电子零件生产领域,其高产量优势以及加工复杂零件的能力对于生产来说具有很大的益处。
结语
例如,通快公司的TruDisk系列碟片激光器非常适合电池生产领域的焊接应用,因为它们具有加工铝或铜等高反材料的能力。通过使用附加的扫描聚焦光学元件进行远程激光焊接,可使生产率进一步提高。基于其较低的总体拥有成本(TCO),采用(TruDisk)激光器的远程激光焊接是锂离子电池焊接的理想解决方案。
总体来看,无瑕疵、密封、无孔、无裂纹的焊缝,以及低热输入等优点使激光焊接对于电池外壳的制造而言至关重要。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

