





碟片式激光器的概念早在19世纪90年代就已建立,现行的开发加大了每个碟片的功率,并且提高了光束质量和效率。不过,即使现在每个碟片是6千瓦,这个独特的激光规律仍没有达到每个碟片的输出功率或者光束质量的基本极限。碟片式激光器概念为未来工业激光器加工树立了先进、灵活的设计理念。
更小的占地面积,以及更少的投资、操作成本,使制造商能更有精力实现碟片式激光器技术:安装了3000台高功率碟片式激光器,应用到切割、焊接、激光复合焊、激光金属熔覆焊接等领域,并且每年要1000台激光器。碟片式激光器已经成为了稳定可靠的工业加工工具。下文将探讨三个工业应用,碟片式激光器是其合适的加工伙伴。
切割热成形钢材
在汽车行业,切割热成形零部件已经成为非常重要和快速发展的一种应用。然而,当高强度零部件(拉伸强度通常大于 1500 MPa)大量减少,乘客安全性提升,新的加工挑战也随之而来——传统剪切工具损耗快,要剪切边缘通常有裂纹的困扰。最终,激光加工是唯一能在保证高产量的情况下切割热成形部件的加工方法。3千瓦和4千瓦碟片式激光器中的高光束质量(4 mm-mrad)是切割超强三维不见的绝佳工具。在这种情况下,碟片式激光器和TruLaser Cell 8030搭配使用,一台专门为热成形切割市场设计的多轴系统诞生了(见图1)。多轴系统卓越的光束质量、短波长以及高度动态和稳定的特点,为制造商提供了高效的生产方式,并能适应要求极高的汽车制造环境。

但是为什么使用碟片式激光器?以一个激光切割6305毫米长、1.8毫米厚的汽车B柱案例来说明它的优点。在2005年,这个B柱可以用一台3200瓦的二氧化碳激光器在120秒内切割完成。如果也加工同样的部件,使用4千瓦碟片式激光器,激光器1微米波长的耦合优点,提升的系统动态性和增强的激光功率使得加工在47秒内就可完成,节约73 秒。或在同样的时间里,用二氧化碳激光器可以切割一个部件,而用碟片式激光器则可以切割超过2.5个部件。
动力传动系统焊接
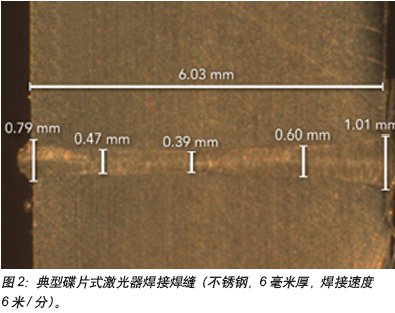
多年来,动力传动零部件的激光焊接一直使用二氧化碳激光器,使用氦气作为保护和等离子体抑制气体。由于氮气的成本增加而且难以取得,制造商已经在研究其它高能量光束解决方案,例如碟片式激光器,因为它的波长不需要气体或者使用氩气作为保护气体。碟片式激光器的高光束功率能满足渗透和输出要求。另外卓越的光束质量和聚焦能力确保最低热输入和低变形率。比起二氧化碳激光器10%左右的WPE,碟片式激光器的WPE接近30%,给制造商提供了经济优势。碟片式激光器焊接的典型形状如图2所示,显示了焊缝的高纵横比。
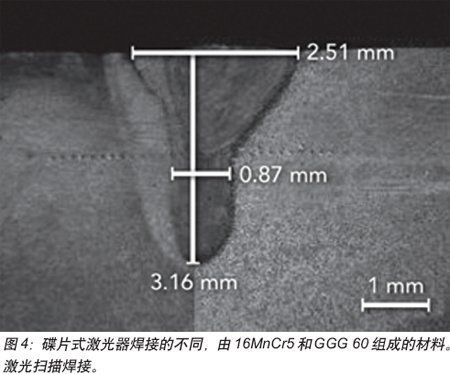
拼焊和叠焊在轴承制造方面的应用很多,它们都可以用碟片式激光器连接。图3显示了轴肩连接。3千瓦碟片式激光器可以实现3毫米的焊接深度,焊接速度为3米/秒。碟片式激光器能焊接出非常细的接缝形状,因此它也能焊接不同的复合材料。图4显示了不同焊接的剖面图,调质钢(16MnCr5)被激光焊接成铸铁(GGG 60)。通常,人们可以期望在熔化带大大提高强度,这会导致裂缝并影响焊缝。为了避免这种情况,需要使用填充金属丝(NiBAS 70/20)来降低熔化带的硬度,确保更同质化的焊缝。峰值的硬度和由此产生的裂缝是可以避免的。差别就是使用焊接速度为2米/分、3500瓦的碟片式激光器来焊接,穿透深度为~3.2 毫米。

激光远程焊接是碟片式激光器一种常见、成功的全球应用。许多汽车企业和他们的供应商(例如座椅行业)依靠碟片式激光技术将远程焊接集成到了他们的生产线上。在戴姆勒、奥迪和大众公司可以找到一些著名的应用。碟片非常适合应用的原因有以下几点:
* 光纤传导光束可以进行机器人飞行焊接;
* 功率和光束质量适于远程扫描焊接;
* 波长使得无需保护气体即可加工;
* 高WPE和超长二极管寿命使运行成本非常低;
* 激光器紧凑的体积和光纤传输使空间运用更灵活;
* 多光纤输出选择可以高效、灵活地使用激光光源。
因为焊接步骤中低效、低产能时间可以去除,远程焊接工艺的最大优点是高产能。因此,激光器作为一种焊接工具,可以最高效地被使用。在传统的激光焊接应用中,激光器连续工作时间大概为30%-40%,但是使用远程激光焊接,连续工作时间可达90%。所以和传统连续点焊相比,加工速度可以增加3到10倍。


远程激光焊接的另一个优点是焊接形式的高度灵活性。例如,制造商可以通过将焊缝形状调整到焊点实际压力以最优化待焊接零部件的下料流程。焊缝形状也可以根据空间要求进行更改。当细法兰变为细C形或线形焊接形状时,圆形C形或其它宽形状可以在大面积时被选用。图5到图7显示了一系列远程焊接应用。
总结
碟片式激光器的模块化和灵活概念,输出功率和光束质量可以很方便地根据不同的汽车和其它应用进行调整。碟片式激光器证明了光束的多样性和满足全球主要工业市场需求的功率。在高速切割热成形零部件,焊接动力总成零部件以及飞行焊接上,碟片式激光器续写了其几十年的历史以及在还处于成长中的工业市场中所取得的成功。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

