





在汽车车身制造中,通常需要近100套合件装焊夹具、分总成焊装夹具和车身总成装焊夹具,汽车焊装夹具与其它夹具相比,其定位夹紧组件型面复杂、精度要求高、设计制造难度大。
在汽车车身的装配焊接生产过程中,为了保证产品质量、提高劳动生产率和减轻劳动强度,经常使用一些用以夹持并确定工件位置的工具和装置来完成装配和焊接工作,这些工具和装置统称为焊装夹具。焊装夹具的种类繁多,按用途可分为:装配用的夹具、焊接用的夹具和装—焊夹具;在汽车车身制造中,为了便于装配和焊接也可以分为:合件装焊夹具、分总成焊装夹具和车身总成装焊夹具。
汽车车身制造中通常需要近100套合件装焊夹具、分总成焊装夹具和车身总成装焊夹具。汽车焊装夹具与其它夹具相比,其定位夹紧组件型面复杂、精度要求高、设计制造难度大。另外,由于汽车零件尺寸大,定位组件无法做成整体结构,一般是采用独立的定位板,安装在整体底板上。在夹具使用过程中,如果夹具定位元件发生偏移、定位元件磨损和夹钳夹紧力不够等现象,将导致零件扭曲变形,出现定位偏差,引起焊接间隙的变动,最终导致装配尺寸误差和构件受力状态的恶化,直接影响到白车身的精度。
汽车车身精度的偏差来源
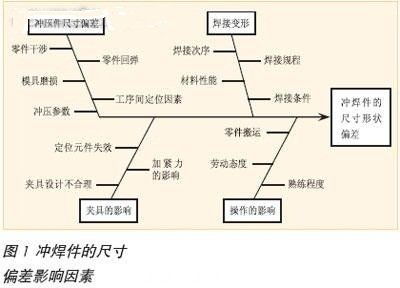
汽车车身是汽车的三大部分之一,是整个汽车零部件的载体。车身焊装质量的优劣对整车质量起着决定性作用,焊装尺寸偏差直接影响到最终汽车产品的质量,如密封、噪声、寿命、动力性和外观等。车身尺寸偏差主要来源如下(如图1):冲压件本身的偏差、工装夹具影响、焊装变形、操作影响等。其中冲压件偏差和焊接工装夹具偏差是影响车身尺寸偏差的最主要的因素。
焊装夹具的管理
焊接工装夹具对车身精度的影响原因主要有以下方面:工装夹具的设计不合理、夹紧力的影响、定位元件的失效等。控制各因素的影响也就控制焊接工装夹具对车身精度影响,保证车身装配尺寸的准确性。如何控制夹具各因素的影响也是值得研究和探讨课题,总的来说,首先是制造高精度的夹具,然后是在夹具的使用过程中有效的管理夹具精度。
夹具使用过程中的管理,管理方针:查出异因,采取措施,加以消除,不再出现,纳入标准。
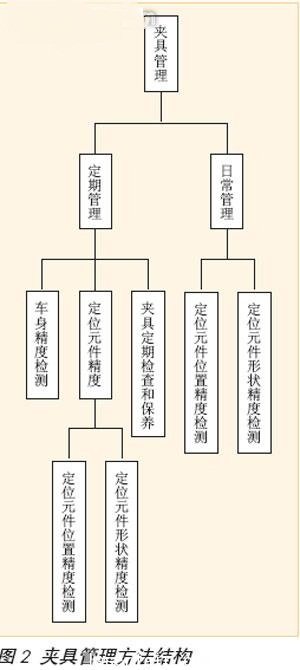
管理方法(如图2)分为日常管理和定期管理。日常管理分为夹具5S和夹具开始工作检查。定期管理分为夹具定期检查和保养、定位元件精度检测和车身精度检测。定位元件精度检测又分为定位元件形状精度检测和定位元件位置精度检测。
1、夹具5S
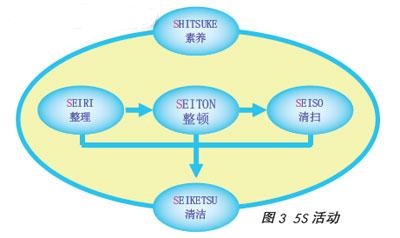
本不少的企业家认为,制造过程的质量管理,最基础的工作是“5S”活动。所谓“5S”是包含了以下五个方面内容的日语缩写(如图3):SEIRI(整理)、SEITON(整顿)、SEISO(清扫)、SEIKETSU(清洁)、SHITSUKE(素养)。
企业推行5S的作用:减少浪费,保证品质,保障安全,提高效率,加强员工归属感,提升企业形象。焊装夹具5S主要管理项目是:夹具定置、清除焊渣、整理零乱的气管等,保持夹具整齐和整洁。
2、夹具开始工作检查
夹具开始工作检查项目主要是:气压表、气管、气缸、启动开关、定位销、定位块、紧固螺丝和润滑状况等是否正常,每次夹具开始工作前检查。防止检查遗漏,建立夹具开始工作检查记录表。
3、夹具定期检查和保养
夹具定期检查和保养是建立夹具开始工作检查基础之上,主要是针对夹具机能方面进行检查和保养,发现不良及时修理,防止因累计不良而造成夹具重大不良,从而影响车身的精度。
4、定位元件精度检测
定位元件是夹具中最主要的组成件元件,它确定着被装配零件在夹具中的位置,从而保证了被装配的所有零件相互位置的技术要求,有时还直接确定焊接结构的外形。定位的精度直接影响着工件的精度和互换,影响车身的精度。因此保证定位元件的精度具有十分重要的意义。在制造过程中,保证夹具定位元件的精度的主要管理方法是定位元件形状精度检测和定位元件位置精度检测。
□ 定位元件形状精度检测
夹具使用过程中定位元件会产生磨损,定位元件有磨损是不可避免的,但定位元件的磨损量超过一定量就会引起定位元件的定位元件失效。所以车身焊装近100套夹具多达1700~2500个定位元件,得根据生产实际情况规定一个时间对定位元件磨损进行周期检测。检测方法运用游标卡尺和千分尺对定位元件进行测量,然后用实际测量数值减定位元件理论数值(设计值),得出定位元件磨损量。 #p#分页标题#e#
磨损值=│实际测量值-理论值│
接着将计算的实际磨损量与最大磨损量(设定是根据定位元件的材料、表面热处理和磨损失效理论等结合生产实际)对照,当:
实际磨损量≥最大磨损量,判定NG,更换新定位元件;
实际磨损量<最大磨损量,判定OK,继续使用。
□ 定位元件位置精度检测
夹具在使用过程中,定位元件除了磨损还会发生偏移,定位元件的偏移是因为车身焊装夹具设计采用独立的定位板。定位元件偏移也就是定位元件位置变化,汽车焊装夹具定位元件的位置精度要求很高,位置精度变化用肉眼和普通测量工具难以检测,必须借助专用的三坐标测量仪检测。建立夹具定位元件位置精度管理档案,结合工序能力分析方法分析,根据分析报告对失效的定位元件进行调整。
5、车身精度检测
前面讲到了保证焊装夹具是保证车身精度的一个重要的前提,但是在实际制造过程中,测量近100套焊装夹具定位元件位置精度需要的周期较长,而夹具的使用又是非常频繁,定位元件的位置失效随时可能会发生,为防止可能会发生的失效造成大批量的车身精度偏差严重后果,焊装夹具的管理中采用逆向管理方法,对车身精度进行在线重点部位全数检测和离线定期整车检测,根据检测的车身精度的数据分析,反过来管理夹具的精度。
结论
汽车制造工业的发展,车身的制造精度要求已经不满足于±1mm的精度,正朝着更高精度方向发展,对焊装夹具精度提出了更高要求,这样对焊装夹具使用过程中有效的精度管理同样也要求更高。本文介绍车身制造过程中夹具精度控制的一些方法,期望透过与大家一起分享经验,能够提高中国车身制造的水平。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

