





1 引言
本项目实施于上汽集团在国内的生产基地。该生产基地主要从事乘用车、商用车的生产,本项目控制系统的主要功能是实现焊接生产线中主线和合装工位的自动控制,以及与其他工位的联锁控制。
2 项目设计
2.1 汽车制造工艺流程
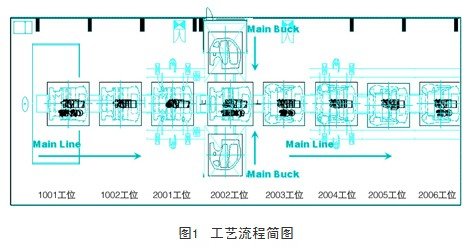
汽车的生产制造由四大工序组成:冲压、焊接、涂装和总装。简单来说,冲压工序是完成车身各个部位零部件的加工;焊接工序是完成整个车身零部件的焊接;涂装工序是完成车身的喷涂;总装工序是完成发动机、座椅、汽车控制系统及内饰等的安装。主线和合装工位属于焊接工序,是焊接生产线的重要组成部分。本系统由夹具和电控系统组成。项目简要工艺流程如图1所示。
2.2 自动化装配工位
(1) under body 1001 stn焊接夹具工位;
(2) under body 1002 stn焊接夹具工位;
(3) main line 2001 stn焊接夹具工位;
(4) main line 2002 stn 焊接夹具工位;
(5) main line 2003 stn 焊接夹具工位;
(6) main buck 合装 焊接夹具工位;
(7) main line 2004 stn 焊接夹具工位;
(8) main line 2005 stn 焊接夹具工位;
(9) main line 2006 stn 焊接夹具工位;
(10) shutter工位(车身总成搬送机构)。
2.3 电控系统设计
电控系统完成的主要自动化装配功能是:汽车地板、发动机舱、顶舱和左右侧围的焊接,以及与其他焊接工位的联锁控制。
电控系统由控制系统和生产现场两个部分组成。控制系统集中安装在主控制柜内。主控制柜内安装生产线plc控制器及i/o模块、变频调速器、信号端子排、电源单元和其他附属器件。系统还配有操作面板和触摸屏,用于电控系统的运行操作和运行状态及故障显示。
控制系统主要完成生产现场各种数据的实时采集及监控,并按焊装线的操作时序向生产现场执行机构发出控制指令。生产现场部分由各个工位上的按钮台,现场采集模块et200eco、现场信号传感器(行程开关)、驱动元件(电磁阀)、一套往复杆机构电机等组成。这一部分向控制系统提供操作人员的操作信号和各种现场设备的运行状态信号,同时接收来之控制系统的各种控制指令来驱动电磁阀、电机等执行机构。各个工位的传感器信号电缆和驱动元件的控制电缆集中到附近的i/o采集模块中,再通过profitbus总线同主控制柜plc相连。生产车间如图2所示。
2.4 分布式自动化平台
数字i/o点多而且比较分散,对电气故障安全性能要求高是汽车生产行业的特点,针对具体的工艺控制要求,我们提出了一套低成本、结构紧凑、配置灵活、高安全性能的控制系统。经过认真调研和周密思考,最终选择西门子s7-300plc作为控制系统。本系统选用cpu315-2dp作主控制器,总线采用profibus通讯。现场操作台控制采用et200s扩展。现场各个工位的传感器信号和电磁阀控制采用分布式i/o et200eco模块。传送电机控制部分采用了simens的micromaster 440变频器,plc通过总线通讯控制电机的运行速度及运转方向。还有两套西门子的人机界面,采用的是mp270b。它们与plc都是通过profibus进行通讯的。最终选定西门子的主要硬件配置如附表所示。

转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

