





作者:Andrew Cockburn,Matthew Bray,William O
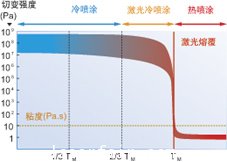
图1、LCS系统示意图
基于激光技术,如激光熔覆技术与激光合金化技术,采用激光融熔并混合金属粉末,使其成为涂层,覆盖到材料表面。但是,该加工过程也有不足之处。加工过程的温度很高、凝固时产生收缩现象,以及涂料稀释等等因素都必须予以考虑,以避免材料的变形、残余应力过高和不必要的金属间相的存在。
另外,热喷涂已被用于从轻型合金到金属碳化物等不同材料的覆层加工中。然而,热喷涂技术除了存在上述问题之外,它所得到的涂层可能具有氧化物,其结构需要重熔加工以达到目标密度和涂层特性。
冷喷涂技术(Cold Spray,缩写为CS)的主要目的就是克服这些困难,该技术无需熔化粉末,直接进行涂覆。在冷喷涂技术中,粉末在一个超声波煤气喷嘴中被加速后,作用在基底材料的表面。在碰撞的过程中,微粒经过严重的塑性变形,这带来了材料表面的局部加热和闪光焊接过程。
该技术可以被用在涂覆过程和对三维物体的处理中,它被用来将纯金属,如铝、铜和钽,以及混合涂层,如铝-氧化铝和钴-钨锰铁矿。因为冷沉积的机制不同,与热喷涂或者其它基于激光的加工过程相比,冷喷涂过程中,氧化物的含量较小,不会产生热致应力,而且它能够对许多不同的材料(包括多聚混合物)进行加工,加工速度达每小时5公斤。
“冷”加工过程的机制也有其固有问题。因为大量使用了氦,该系统的运行成本很高。该系统采用了高速的声速设备和气体加热器,为了使粉末微粒的速度达到1000m/s,这些设备耗费了近50kW的电力。此外,当所沉积的材料为硬质材料(如钛)时,接合的强度和密度会有所降低。而且,CS涂层通常有较大的压应力。高的运行成本和有限的加工材料限制了CS技术的应用领域。
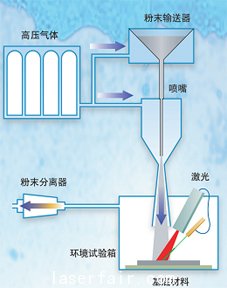
图2、涂覆设备的主要元件
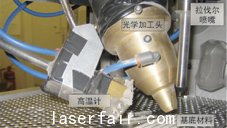
图3、钛涂层被应用到钛基底上,加工速度
为1250mm/min,采用了30bar的氮气和
1kW的激光功率。
激光冷喷涂过程
研究人员对激光冷喷涂过程(Laser assisted Cold Spray,缩写为LCS)进行不断的研发,拓宽了能以氮气进行沉积的材料范围,减小了对气体加热的需要,大大降低了加工成本,扩大了冷喷涂加工应用领域。
此前,人们已经意识到,粒子温度的提高会导致粒子的软化,从而提高沉积效率,降低沉积临界速度。沉积温度的提高也有助于克服在冷喷涂中接合力度不够的问题。接合力度不够的问题是由于接合过程时间太短而造成的。然而,气体温度的提高使得喷嘴在喷射低熔点的金属(如铝)时,有可能产生污垢。这样就需要找到除了喷嘴加热方式外的另一种粉末加热方法。
在LCS过程中,激光对沉积处进行加热,加热至微粒熔点的30%-80%。这就大大降低了微粒的强度,使微粒得以变形,并且在材料上形成涂层。这里,微粒作用到基底上的速度仅为CS情况下的一半(<500 m/s)。降低对高速度的要求使得技术人员可以采用冷的氮气作为加工气体,这样就降低了成本,从使用氦气的23美元/分钟降到使用氮气的0.23美元/分钟。同时,能耗也随之降低,因为不再需要气体加热器。资本和运行成本的降低意味着LCS在许多CS略显昂贵的应用领域更为有利,它使得冷喷涂的优势被用于更广的范围中。
LCS系统
LCS系统(如图1)包括了一个高压氮气输送设备(10-30bar),该输送设备被分为两路,送至缩放喷嘴(拉伐尔喷嘴)。两路直接通过高压粉末输送设备产生金属粉末微粒。随后两路重新合并,并且通过喷嘴,在喷嘴中它们被加速到超音速。高速且带有粉末的气体流从喷嘴中射到基底表面。带粉末的气体流作用到基底表面,该表面同时由980nm,1kW的二极管激光器进行辐照。激光功率由一个闭环反馈系统控制,该系统使用了红外高温计来控制沉积区的温度。
在目前使用的测试系统中,拉伐尔喷嘴、激光加工头和高温计
被一起固定在一个工作箱的顶部,而基底部分则可以在沉积过程中自由地在电脑数值控制(CNC)的X-Y工作台上活动。通过把激光功率和高温计读数结合到一起,运作时的沉积处温度可以被控制在50℃以内。

图4、SEM图像显示钛层加工轨迹与不锈钢
基底之间的交界面。
涂层
涂层已经可由不同的材料得到,包括316L不锈钢、铝、钛和铝-钛混合粉末。其目的是对LCS系统进行微调,对LCS加工过程进行定性分析,并确定工作温度的范围和微粒的速度,以确保更好地进行涂层操作。
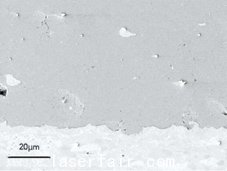
图5、光学显微图像给出了由铝和钛粉末得
到的LCS涂层情况。
钛涂层已经得到研究人员详细全面的考察。它们在生物医学领域具有特殊的应用,且具有抗腐蚀的特性以及生物适应性,因此它们成为移植材料的上佳选择。如图3所示,加工典型的2.5mm厚钛涂层的横向速率为1.25m/min。虽然涂层被沉积在冷而薄(1mm)的基底上,但是并没有任何的材料变形,这说明LCS所带来的非熔融加工过程得到的残余应力低,使得薄板材料无需进行基底预热也能进行涂层加工。涂层的附着力随着基底材料和涂层材料的不同而不同。不过,技术人员发现,LCS的涂层接合程度要优于CS的接合程度,在用于附着力测定的拉拔试验中,316L涂层胶着面破裂的应力为 50MPa。
在对抛光的横截面的检查中(如图4),技术人员发现沉积所得的涂层痕迹密度很高(多孔性<0.5%),没有可见的氧化物存在。化学分析结果证实了这个发现。虽然,沉积处经过加热,但是氧化物和氮化物的含量与用来比较的CP2级别钛板是类似的。这里,基底变形的程度比CS涂层过程更为明显,这说明使用激光导致了明显的基底软化。#p#分页标题#e#
将混合的粉末喷到材料表面形成涂层的过程(如图5)表明LCS过程能够得到混合的涂层,且涂层中具有硬度不同的各种成分。虽然硬性材料没有太多的变形,但是它周边上的铝材料变形情况越严重,所形成的涂层厚度越高。这个效应可以被用来拓宽可用LCS加工的材料范围,使得应用于耐用性领域的涂层可以得到更好的沉积。
未来发展方向
目前的工作集中于检验LCS加工在硬质材料与混合涂层沉积中的适用性,这两种应用目前是由激光熔覆技术来实现的。以目前的技术水平,对薄板材料的加工是比较困难的,因为固化过程的收缩带来材料的变形。但是,使用LCS来进行涂覆,就可以使涂层被应用在薄板材料上。
目前,本文三位作者在英国剑桥大学工程系工业光学中心工作。联系人Andrew Cockburn
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

