





1. 激光毛化轧辊技术简介
目前毛化技术主要有喷丸毛化(SBT)技术、电火花毛化(EDT)技术、激光毛化(LT)技术、电子束毛化(EBT)、拓扑镀铬毛化(TCT)五种。这些技术按粗糙度形貌类型来分,可分为无规则分布和可设定式两种类型。喷丸毛化、电火花毛化和拓扑镀铬毛化均属于无规则分布的粗糙度形貌类型。激光毛化和电子束毛化属于可设定式分布的粗糙度形貌类型。
按毛化技术产生、发展的时间大致可分为三代。第一代:喷丸毛化技术及设备,在60、70年代占主导地位;第二代:电火花毛化技术及设备。在80、90年代逐步取得主导地位;第三代:激光毛化技术及设备,是近十年才诞生的,特别是最近几年投产的大功率C02激光毛化设备及工艺以其突出的优势,已在国内外冶金行业引起高度关注。
从技术路线来讲主要有两条:一条是采用对钢铁吸收率较高的波长为1.06μm的固体激光,利用调Q—YAG固体激光对轧辊进行毛化。在1993年已将其投入生产并推广到几家钢厂,受到用户好评。但由于调Q—YAG固体激光技术其平均输出功率和声光调制频率是相互制约的,从目前来看采用调Q---YAG固体激光器的技术路线只适用小型轧辊和窄带钢轧辊。另一条是采用对钢铁吸收率一般的波长为10.6μmC02气体激光,利用大功率C02激光器和调制光盘对轧辊进行毛化,其平均功率一般为4kW,调制频率为2kHz一40kHz,其效率远高于固体激光毛化,适用于各种型号的轧辊。
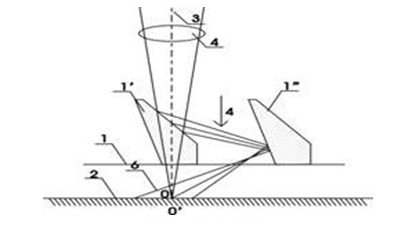
2. C02激光毛化基理
工作时,旋转、激光束3通过聚焦镜4经
2次反射对Q’点的轧辊表面进行预热及强化(其离焦量设计是Q’的功率密度低于轧辊熔点)。当反射齿移开时。激光通过聚焦镜4、透孔4聚焦到轧辊的表面Q点(在Q’点内)进行融化,其功率密度在100kW/mm。以上,并在侧吹气6的作用下形成凸凹有序、硬度极高的毛化形貌。
3. 激光毛化技术在钢铁行业中应用
A. 在轧制中,由于毛化后的轧辊改变了辊与板之间的接触状态,由光面对光面转变成由毛面对光面,在轧制力的作用下摩擦系数明显提高,且CO2激光毛化后的轧辊表面是通过激光溶化、造型、急冷形成,能使轧辊表面硬度高达1000HV左右,也就是说CO2激光毛化技术不仅有毛化功能,还有强化功能,能明显提高轧辊的耐磨性。具体表现在:
① 能提高轧制速度,降低轧制力。
② 能减少打滑带来的划伤、边浪,有利于提高板型质量。
③ 由于轧辊耐磨性的提高,可延长换辊时间,使轧辊的寿命提高一倍以上。
④ 由于轧辊寿命的延长十分有利于提高轧机产量和稳定板面质量。
B. 在罩式炉退火中,由于轧辊毛化后轧制的卷板,板表面有无数的凸台、凹坑,使卷板内板与板之间的缝隙及摩擦力明显增大,从而改善了气体在板面与板面之间的流动状态。具体表现在:
① 由于缝隙大且均匀能有效防止板与板之间的粘贴现象,同时能提高软化效果。
② 由于气体流动性好,更有利于挥发和还原板面的杂物,减少“黄”、“黑”斑,改善板面的外观质量。
③ 由于摩擦力增加,可有效防止塔卷(滑套)的产生,便于吊装及板卷在罩式炉火的堆放(有不少单位由于塔卷的产生及卷径不够,导致了罩式退火炉实际产能小于设计产能的要求,制约了轧机产能的发挥)。
④ 能节约一定的N2和H2及退火时间,并有助于板材软化效果的均匀性(由于H2的导热系数是N2的6倍,用全H2效果更佳)。
C. 在后续加工中,由于激光毛化的轧辊轧制的板表面分布有许多均匀的互不相通的小凹坑,在后续机械加工中能形成一个个密密麻麻的小油池,十分有利于降低摩擦力、挤压力、拉伸力、剪切力。在后续的深加工中由于激光毛化技术能有效控制板面的毛面和光面的比例,同时毛面能增大板面的表面面积(特别是凹坑带来的表面面积),具体表现在:
① 能延长用户的模具、刀具使用寿命,提高用户的产品合格率(特别是深冲和超深冲产品)。
② 便于用户开发出不同的镜面板、漫发射板、防伪板等。
③ 能明显增加板面的附着力,有利于后续的镀铬、彩涂工艺。
④ 能节约后续加工中的润滑油和涂层材料。
4. C02激光毛化与电火花毛化的区别及特点
电火花毛化是脉冲电压通过浸在油池中的20余对电极对浸在同一油池中的轧辊表面进行放电形成电蚀坑和尖状毛刺(波峰数)。电极与轧辊表面的间距为0.025~0.058mm,间距很小的改变,会对电弧产生很大的影响。该设备需几十吨的绝缘油和庞大的清洁、循环系统。C02激光毛化是高能量密度、高重复率的脉冲激光束在聚焦前照射到轧辊表面实施预热、强化,在聚焦时入射到轧辊表面形成微小熔池,同时由侧吹装置对微小熔池施给设定的压力、流量、方向的辅助气体,使熔池中的熔融物按指定要求尽量堆积到熔池(凹坑)的边缘形成圆弧凸台(波峰数)。上述预热区、微坑、凸台在轧辊自导热的作用下迅速冷却形成硬度区形貌。属于无噪声、无污染的清洁文明生产工艺。
目前评价毛化工艺的主要技术指标是粗糙度、密度、波峰数和效率。在满足上述指标的前提下,更应注重这些指标本身的质量。根据上述二种毛化形成的机理,很容易看到:
1)电火花形成的尖状毛刺和电蚀坑其重复性、耐腐蚀性是远不及激光毛化形成的圆弧形凸台和经过强化的凹坑。
2)辊、板转化率一二般凹坑为20%,凸台为80%。也就是说轧辊的粗糙度值反映到薄板上的粗糙度值,在很大程度上取决于轧辊毛化凸台的高度、强度,激光毛化凸台可在侧吹气体作用下尽量提高。
3)粗糙度目前使用的二维粗糙度Ra,被定义为单位长度内轮廓中心高度的算术平均值。而现在新提出的SRa被定义为单位板面轮廓中心曲面高的算术平均值。这样粗糙度值就与坑形和分布密度紧密相关。而激光毛化属于可设定式有序排列,其坑形、密度可控,也是电火花毛化可望而不可及的。 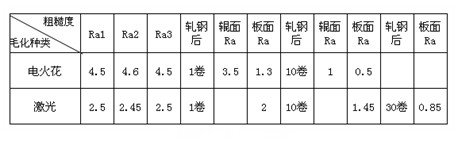
(Ra1 Ra2 Ra3为轧辊前端、中部、后端圆周方向各取六点粗糙度的平均值;轧制钢板的厚度均为1mm;以上数据来源于武钢一冷轧)
4)一台大功率CO2激光毛化设备在二班制作业时间内完全可满足年产150万t薄板对轧辊毛化的需要,比双排电火花毛化设备生产率高。
新型大功率CO2激光毛化设备是随着激光器、光学元件、计算机、数控、自动化与科技单元发展与时俱进、综合集成的结果;不断对大型激光毛化设备改进、创新;是钢板市场高质量、多元化和环境保护需求的必然结果。将成为国内外冶金行业第三代主导产品。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

