





撞锤以50km/h的速度向新车的侧边撞击(见图1)。车身各处置有传感器获取仿真测试信号,在几分之一秒内,便得到了应力的详细信息。在此之后,Euro-NCAP碰撞测试的全部结果很快地刊登在专门的汽车杂志中。
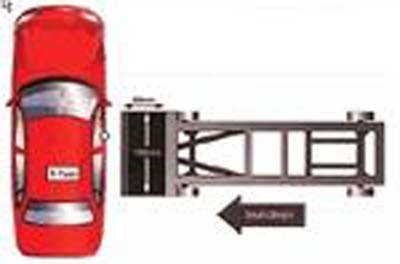
图1:Euro-NCAP侧面撞击测验
Euro-NCAP是指欧洲新车评估组织。它是1997年由五个欧洲政府以及欧盟委员会共同建立的。它的结果得到一般大众的密切关注与支持,以至于几乎没有的汽车制造商会轻易忽视它的结果。安全性能已经成为一个十分重要的卖点,因此,人们非常关注与安全性有关的汽车车身零部件。同时,激烈的竞争促使人们持续研究新的更经济的制造理念。将横梁与激光焊接相结合的方案在使这类车身零部件实现这一目标的过程中起了重要作用。
防护侧面冲击的横梁是采用高张力超细晶粒的镀锌钢材,厚度为1.5 mm,张力强度从800到980 N/ mm2。材料的张力强度高就要求有高的成型力,这就给机器本身带来更高的要求,与此同时,对横梁误差要求更严格。凹陷部分的嵌条不容易被接触到。焊缝质量对应于焊接因数1。只有输出为4KW的CO2的激光器被
认为可用于焊接过程。虽然激光器提供了很大的优势,但是它对成型机提出了很高的精度要求。金属钢带的精确定位,尤其是在焊接区域的定位,是很必要的(见图2)。

图2:焊接区域对钢带的定位
同样的,在焊缝的准备过程中也需十分注意。在焊接区域的锌镀层必须被完全的清除,因为熔融过程中焊接区域的锌微粒可能会导致不必要的孔隙和溅出。包括了刮边和刻槽功能的设备就能解决这个问题。同样的,有机杂质,比如润滑剂,可能导致焊接误差。尽管成型力很大,但是仍必须避免使用多余的润滑剂。辊轴支架承受着更大的压力,因而它们使用了毛毡作为衬垫。毛毡由精密的电子设备小心添加正确量的润滑剂获得润滑的效果。这样横梁本身就不会受到影响。
为了使横梁上剩余的应力达到最小值,制造商选择了一种叫“递减”成型的加工方法,也就是说,外形上其表面在接近出口处时慢慢降低。与水平成型过程相比,这种方法使得应力显著的降低,从而使得横梁的精度更高。这在汽车工业是很常见的,这一领域里需要频繁的进行加工性能测试。
横梁上不同的开口(见图3)提供了油漆和雨水的排出口。为了实现完全排水,开口必须尽可能的与半径弯曲处接近。这就提出了一个更难的要求,因为打孔过程是在金属是平板时就打好再进行整个成型过程的。在概念阶段的模型计算给出了由于成型力的存在,可能出现打的孔变形的情况。因此,只有转移打孔位置,才能保证打孔的误差符合要求。
图3:防侧撞的横梁
四车门汽车的装配过程需要有四种不同的横梁方案,每种方案有不同的孔,凹槽距离和位置。为了实现这点,在生产线开始处的预打孔装置处放置了一种可编程的辊式进给装置,段长可编程的板坯横截机置于生产线末端。横梁上其边缘不能有任何的变形。
通常认为的圆形锯片变旧和磨损以及锯切的时间很长这些因素在外型板材锯切的过程中是不可能出现的。所要求的高速度可以通过切割冲床的方案来实现。板材截面不会有变形是由于一道特别的工序。在平的钢带上预先刻一个凹槽,其宽度与冲床刀片在加上误差后的宽度范围内相等。因此,切割刀片的顶端无须直接伸入材料内。这样,就消除了板材变形的问题。冲床刀片的特殊形状以及合适的覆层和润滑油使得工具寿命更经济合算。
整个装置长约30米,仅由一人操作。只有在换线圈以及搬移板材时需要额外的人员。由于高度自动化,线圈的更换只需要三分钟。这表明了该生产线有很长的正常工作时间。此外,并不需要有特殊的技能来操作机器。在设备安装好了后,操作员能从制造商处获得指导,因此即使从未有成型加工经验的公司也能使用这一极其经济的加工设备。
早在计划的交货以前,用于质量测试和可靠性检测的样品就必须送到。这只有在设备供应商有自己的测试设备可用时才可行。然而同时,生产线上重要的组件也需要被测试。因此,在开始生产以前,大部分必须的优化工作就已经进行过了。这样,即使频繁的出现新机器由于短期计划而投入使用的情况,也不会有任何意外产生。
如果目前的横梁不再流行时,对设备本身并不是什么问题。十分灵巧的是,快速的工具更换系统使设备可以生产许多其他类型的横梁。这给外形板材制造商的生产带来了很大的灵活度。由于有这些出色的特性,难怪汽车工业领域里越来越多的考虑使用成型加工来生产其他的车体部件。最后重要的一点是,安全性得到提高同时节约了昂贵的劳动力。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

