




本文主要想简单对比一下不同芯径激光器的焊接效果,分别从激光焊接原理;不同芯径激光器焊接金相对比;应用举例分析进行简单的应用分析。
一、激光焊接原理:材料间相互作用
金属材料的激光加工主要是基于光热效应的热加工,激光辐照材料表面时,在不同的功率密度下,材料表面区域将发生各种不同的变化。这些变化包括表面温度升高、熔化、汽化、形成匙孔以及产生光致等离子体等。而且,材料表面区域物理状态的变化极大地影响材料对激光的吸收,一般来说,温度越高,材料对激光的吸收率越高。随功率密度与作用时间的增加,金属材料将会发生以下几种物态变化,如图1所示[1]。
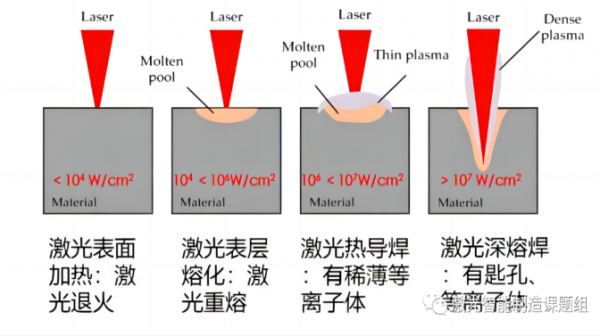
图1 材料在不同激光能量作用下的反应
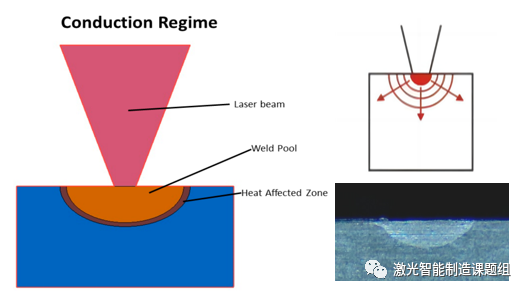
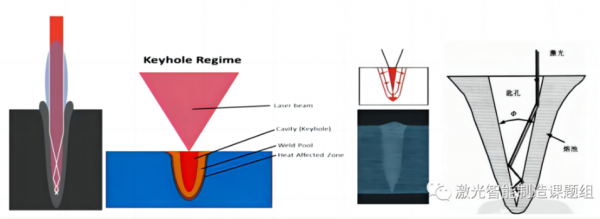
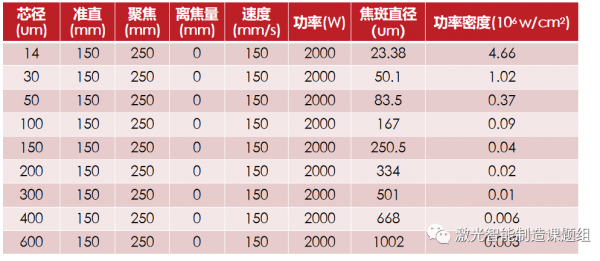
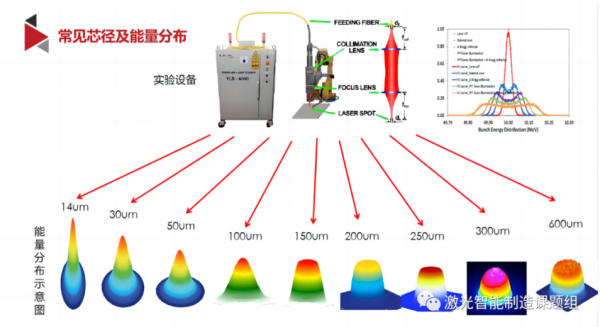
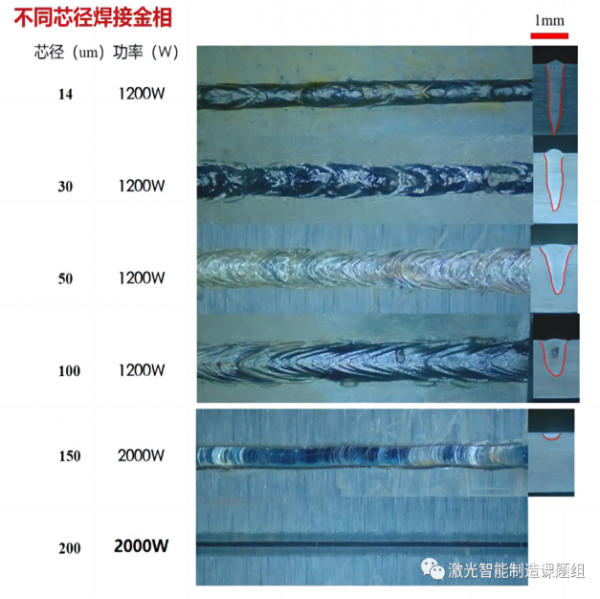
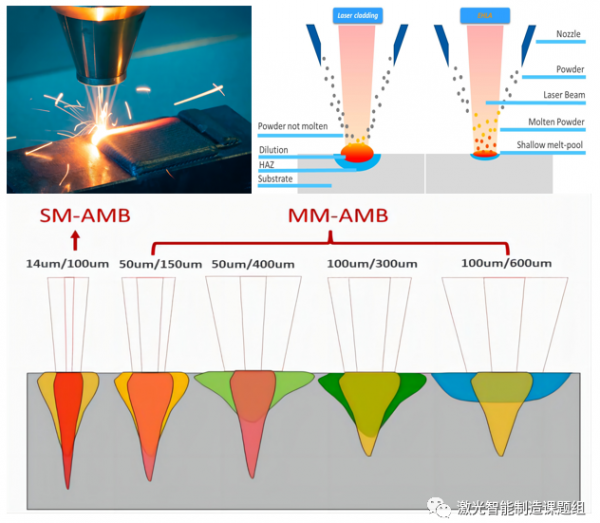
激光焊接的核心就两个:传热与导热,传热与热源、功率密度、线能量有关;导热主要与材料的散热、传热速度有关,属于材料的固有属性,一般可通过水冷夹具、保护气流量去微调。在焊接过程,主要对热源、功率密度、线能量进行调整,涉及工艺参数有:激光器芯径、功率、速度、离焦量等的选择。考虑到本文主要针对不同芯径的激光器,主要涉及不同的功率密度,图2为功率密度的简单计算公式: 图2 功率密度计算公式 激光焊接按焊接过程的吸收率来分主要有两种,一种是热导焊(深宽比<1,激光吸收率红光在20%以内,不同波长有差异)、一种是深熔焊(深宽比>1,吸收率大于材料熔池吸收率,60%以上,主要是有匙孔内的激光多次反射吸收)。 激光热导焊: 不同的激光辐射照度会引起材料产生不同的物态变化,反映在焊接工艺上就表现为两种典型的焊接模式:激光热导焊和激光深熔焊。两者的传热过程、焊缝形成机制、工艺特点和应用范围有很大区别。 激光热导焊模式: 热导焊时,照射在工件表面的激光辐射照度在10E4~10E6W/cm范围,激光能量为表层 10 ~100m 的薄层所吸收,表层的激光能量靠热传导向材料内部传导,激光无法直接触及。激光照射经过一定时间后,表面达到熔化,这一熔化等温线向材料深处传播,表面温度继续升高。但最高只能达到材料沸点,温度再高材料将汽化形成凹坑,稳定的热导焊过程将受到破坏,熔池会振荡,出现材料烧损,一般热导焊用在薄板居多,这种情况需要杜绝。随着激光束与工件的相对运动,便形成了一道浅而宽的焊缝,如图3所示。焊缝的深宽比小,一般焊缝宽度为熔深的2 倍以上,下图为典型的激光热导焊焊缝断面形貌,焊缝形状近似半球形。 图3 激光热导焊 激光深熔焊: 当辐射照度大于 10E7W/cm时,材料表面在激光作用下熔化、汽化,所产生的蒸气反冲压力向下冲击熔池,形成匙孔;光束直接作用在匙孔底部,使金属进一步熔化和汽化,高压气不断从匙孔内部产生并不断向外喷发,从而使小孔进一步加深,光束也一步步深入,激光热源也作用到材料内部,从匙孔内部向材料传递热量,形成更深的热影响区;同时在匙孔内充满因高温蒸气部分电离而成的等离子体,小孔出口上方也形成定范围的等离子体云,如图4所示: 图4 激光深熔焊 匙孔效应对于激光焊接过程中材料对激光的吸收具有极其重要的作用,进入匙孔的激光束通过孔壁的多次反射而几乎被完全吸收。如图所示,若假设匙孔为圆锥面(角度为∅),沿圆锥轴线入射的光束经锥面反射直向匙孔底部并反射,总共反射180°/∅次。每反射一次,钢的吸收约为 13%。设P=10°则在 18 次反射过程中总吸收率达92%,相比热导13% 的吸收率有极大的提升。热导与深熔的区分一般按金相熔深:熔宽大于1,可以算深熔,因为出现匙孔提高了吸收率;这种简易方法适用于单激光焊接,复合不适用此判断,复合一般皆为深熔焊,中心光束都有匙孔效应存在。 二、不同芯径激光器焊接金相对比: 了解基本的功率密度、热导焊、深熔焊概念之后,接下来对不同芯径的功率密度和金相金相对比分析。 本次针对市面常见的激光芯径进行焊接实验对比: 图5 不同芯径激光器焦斑位置功率密度 从功率密度上看,在同样的功率下,越细的芯径,激光亮度越高,能量越集中,如果把激光比作一把尖刀,越细小芯径的激光,越锋利。14um芯径功率密度是100um芯径激光器的50倍以上,加工能力更强。同时这里计算的功率密度只是简单的平均密度,实际的能量分布是近似高斯分布,中心能量会是平均功率密度的好几倍。 图6 不同芯径激光能量分布示意图 能量分布图颜色即为能量分布,颜色越红,能量越高,能量红的地方为能量集中的地方,通过不同芯径激光束的激光能量分布,可以看出激光束锋不锋利,激光束越小,能量越集中于一个点,越锋利,穿透能力越强。 图7 不同芯径激光器焊接效果对比 不同芯径激光器对比: (1)实验采用速度为150mm/s,焦点位焊接,材料为1系铝,2mm厚; (2)芯径越大,熔宽越大,热影响区越大,同时单位功率密度越小,当芯径超过200um时,在铝铜等高反合金上不容易打出熔深,需要更高功率方可实现深熔焊; (3)小芯径激光器功率密度高,能够以高能快速在材料表面打出匙孔,且热影响区小,但是同时焊缝表面粗糙,在低速焊接时匙孔坍塌概率高,焊接周期匙孔闭合周期长,容易产生缺陷,气孔等缺陷,适合高速加工或者带摆动轨迹加工; (4)大芯径激光器由于光斑大,能量更为分散,更适合激光表面重熔、熔覆、退火等工艺。 三、应用举例分析进行简单的应用分析: 小芯径激光器优势及应用(<100um) 图8 高反材料(铝、铜)工件 高反材料:铝、铜、不锈钢、镍、钼等; (1)高反材料需要选择小芯径激光器,利用高功率密度激光束使材料快速被加热至液化或汽化状态,提高材料对激光吸收率,实现高效快速加工,选择芯径大的激光器这容易导致高反,导致虚焊,甚至烧损激光器; 裂纹敏感性材料:镍、镀镍铜、铝、不锈钢、钛合金等 (2)这种材料一般需要严格控制热影响区,需要小熔池,选择小芯径激光器更合适; 高速激光加工: (3)深熔焊需要高速激光加工,需要选择高能量密度的激光器,才能在高速下保证线能量足够熔化材料,尤其是叠焊,穿透焊,等对熔深要求较高的选择小芯径激光器更合适。 图9 大芯径激光器应用(来自IPG) 大芯径激光器优势及应用(>100um): 大芯径大光斑,热量覆盖面积大、作用面广,且只是实现材料表面微熔,非常适合在激光熔覆、激光重熔、激光退火、激光硬化等方面展开应用。在这些领域,大光斑意味着更高的生产效率、更低的缺陷(热导焊几乎没有缺陷)。 在焊接上,大光斑主要用来做复合焊,用于与小芯径激光复合:大光斑使得材料表面微熔,由固体转化为液体,使得材料对激光的吸收率大幅提升,再用小芯径打出匙孔,打出熔深,在这个过程中由于大光斑的预热,后处理,以及给到熔池较大的温度梯度,使得材料不易出现由于快热快冷所导致的裂纹缺陷,还能使得焊缝外观更为平滑,同时相较于单激光的方案实现更低的飞溅。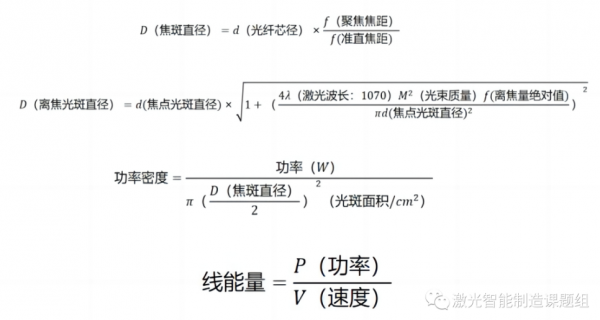

转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

