





相较于汽油和柴油动力汽车,电动汽车技术的发展仍处于初期阶段(例如在性能和范围方面)。因此,电动汽车在技术方面显得更加灵活多变,并且往往集中在基础组件级别。这意味着金属和金属元件的应用正发生翻天覆地的变化,有时甚至需要挑战材料的极限。
与此同时,汽车制造商和配件供应商只愿意采用具备可扩展性和较高成本效益的制造技术。综合上述各种原因,激光技术因具有非接触、无磨损、加工一致性高、速度快等特点,而成为焊接、切割、硬化、钎焊和其他应用中的首选技术。然而,传统激光工艺往往无法满足生产先进功能组件的需求。
在本文中,我们将探讨专门面向电动汽车零部件的两项激光焊接技术创新,其中均应用了我们面向光纤激光焊接应用领域推出的全新 CleanWeld 技术。
铝制电池盖板焊接
在电动汽车所用的锂电池生产中,其中一个关键步骤是焊接电池外壳。此焊接过程形成的气密封口必须能保证在部件的使用过程不出问题。尤为重要的是,锂电池需要此密封来阻隔水分入渗,以防水会与锂元素发生剧烈反应,致使产生的气体和压力毁坏设备。此外,焊接工艺本身不能产生任何飞溅,因为金属颗粒(以及水分)会造成内部漏电流,致使电池短路。最后,焊缝必须具有足够高的机械强度,能耐受住粗暴处理,甚至要能够经受住碰撞的冲击。
在传统工艺中,由于电池壁很薄 (< 1 mm),这种铝电池壳体的密封是使用激光传导焊接实现的。然而,传导焊接的穿透力不足,焊接的孔隙率较高且强度也不够,无法阻隔水分渗入。但是,使用更高的激光功率实现更深穿透(匙孔)的焊接有产生气孔的风险,会导致焊接强度不够,并且几乎总是会存在一定程度的飞溅。
相干公司的大量研发工作证明,通过改变聚焦激光光斑在工件上的强度分布,使之明显偏离传统的单峰高斯分布,即可实现高速且无飞溅的金属深加工解决方案。具体来说,这项研发工作表明,如果采用环绕在另一个激光同心环中、由中心高斯分布点构成的光束,可以取得理想效果。
我们可以使用相干公司 HighLight 系列的可调节环形光斑模式光纤激光器 (FL-ARM) 可让聚焦光纤激光光斑实现这种特殊配置。该激光器的传输光纤强化了传统的圆形纤芯,外覆另一层环形截面的光纤纤芯。
HighLight FL-ARM可调节环形光斑模式光纤激光器可提供2.5 kW 到 10 kW的输出功率。可根据需要单独调节中心和环形的功率,调节范围可从 1% 到 100%。纤芯和环形光束甚至可以独立调节,重复频率高达 5 kHz。
在这种布局中,内部光束与外部光束二者间的功率比实际上有无限种可能的组合。然而,所有这些组合大致上均可分组为图 1 中所示的配置。这些基本模式可以变化调整来提供广泛的工艺特性,从而以最优方式满足各种应用的需求。
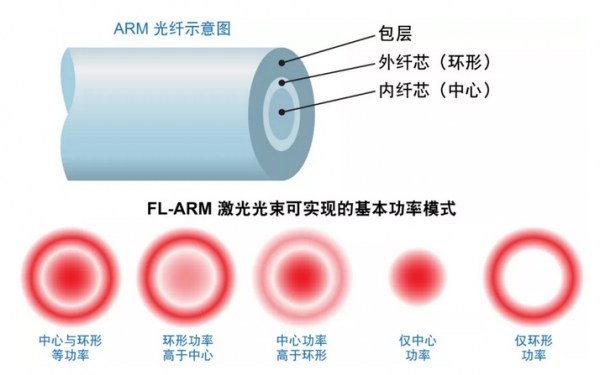
图 1.简化的 ARM 光纤示意图以及聚焦激光光斑中可能出现的五种基本功率模式。
光纤激光器焊接铝材时,挑战之一在于材料对近红外线的吸收率相对较低。吸收率可能存在较小的不可预知的较小变化,这也会导致穿透深度发生变化,进而造成焊接不均匀。
为了解决这个问题,以及优化控制铝电池壳体匙孔焊接,FL-ARM可调节环形光斑模式光纤激光器光束的中心和环形部分的光束功率均可配置。通过使用这种特殊的功率配置方法,光束前缘能够充分提高铝材温度,进而提高相应激光波长下的吸收率。此外,光束中心部分会形成匙孔,而由于经过预热,匙孔相当稳定。环形光束的后缘让熔池可以在足够长的时间内保持开放,使气体逸出。由于匙孔较为稳定,材料不会迅速重新凝固,因此整个加工过程更加一致,工艺区间也更大。 最终得到均匀一致的材料穿透,以及低飞溅,低孔隙率的更高质量的焊接。
 “铜制发卡绕组”焊接
“铜制发卡绕组”焊接
将杆式铜制发卡绕组焊接到电机定子中是生产汽车电动马达的一个重要步骤。铜制发卡绕组(形状为“U”型,因此被称为“铜制发卡绕组”)代替传统电机中使用的线绕绕组。因为比金属丝硬得多,我们可以更精确地控制铜质发卡绕组在电机中的方向,最终实现更大的热应力和更高的电机效率。
在组装过程中,首先会将各个铜制发卡绕组装载到定子槽中。然后,将相邻铜制发卡绕组的末端焊接在一起,实现电路连接;焊接整个电机后,像传统电机的绕组一样,所有发卡将形成一条较长的绞合导线。

图 2.未焊接的铜制定子
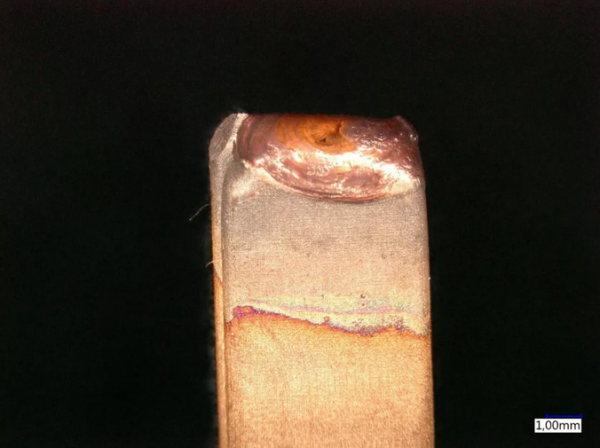
图 3.焊接后的铜制发卡绕组
这个过程的两个关键点是焊接必须保持铜制发卡绕组的机械定位精准,并且没有任何杂质和颗粒物。铜制发卡绕组对齐非常重要,因为绕组形状准确将直接影响电机效率。如果存在瑕疵,绕组成品的阻力就会增大,这不仅会降低电效率,还可能会降低组件的机械强度。
相干公司研发了一种使用光纤激光器来进行铜制发卡绕组焊接改善加工效果。基于标准 HighLight™ 系列光纤激光器的工艺的第一个关键因素就是“光束摆动”的使用。尤其是在这种情况下,我们可以有意缩小工件表面上聚焦光束的大小,使其小于焊接区域的总面积。但是,整个区域可以通过快速扫描(摆动)光斑的位置来进行覆盖。
正如 FL-ARM可调节环形光斑模式光纤激光器,光束摆动的优势就是可以更精确地控制熔池的温度动态。具体而言,通过让光束反复快速地在工件上移动而不做停留,基本上能够以高度可控的方式(而不是一次输出所有功率)对工件实施预加热,在提高光束效率的同时也不会减少有效功率。与传统激光器焊接方法相比,FL-ARM可调节环形光斑模式光纤激光器有助于稳定熔池,减少飞溅、避免瑕疵并降低焊接孔隙率。
相干公司还可提供改善激光焊接铜制发卡绕组加工效果的相关工具例如,激光焊接子系统包含可视系统来控制聚焦激光光束和铜质发卡绕组的位置。
总结
总之,研发和操作成功的激生产流程涉及研究参数、设置和技术组合,只有这样,才能最终实现出色的焊接效果。CleanWeld净焊技术将相干公司在多个不同技术领域的专业知识(包括光纤激光器、传输光纤、聚焦光学器件和加工头),以及我们广泛的焊接工艺知识和内部应用开发能力熔于一炉,由此改善优化了加工效果。 CleanWeld净焊技术实现精确管理激光器功率在特定情形中的应用方式,从而最大程度提高工艺可控性和稳定性,确保始终保持一致的卓越加工效果。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

