





直到最近,激光清洗在应用上仍然受到限制,然而互联网上那些关于手持式激光清洗系统的视频却已吸引了数以百万计的点击。毋庸置疑,激光清洗技术正不断发力中。一些公司,如位于爱尔兰Louth的Blueacre Technology正在执行一些用于医疗器械和半导体加工中的类似准则,其中激光加工工艺搭配辅助过程以提高合格率并降低整体生产成本。成立于2005年的Blueacre Technology开发和销售的激光设备被用于诸多的行业,比如汽车、医疗等领域。凭借ISO 9001和ISO 13485等认证,公司在激光微加工、激光消融,以及激光清洗和激光抛光等技术领域也在开展各项研发工作。




激光清洗
在最基本的情况下,激光清洗是将光辐射到特定的部件上,以从其表面去除多余材料的一个过程。表面的污染多数是指钢表面生锈,焊接之前的铝的氧化层上生锈,以及涂料(例如油漆)上生锈等等。
图1. 激光清洗在钢部件除锈方面的应用示例。
如图1所示,激光清洗技术在表层去除方面非常有效。用于清洗的激光器具有高功率和高光束质量(M2),可以产生更大的光斑直径和更深的焦深。 因此,激光器可以清洗具有多个表面的零件,每个表面可能具有明显不同的焦深。
取决于待清洗的部件和要去除的材料,激光清洗系统的功率范围通常介于20W到1000W之间。功率为4kW的激光清洗系统正在研发中,并将很快投放市场。低功率激光清洗系统往往是便携式的,适合手持使用,而高功率激光清洗系统集成到每周7天,每天24小时的全天候生产环境中,具有高度自动化的特点(图2)。
图2. 低功率(a)和高功率(b)激光清洗系统。
再制造是指采用专门的工艺和技术,在原有制造的基础上进行一次新的制造,而且重新制造出来的产品无论是性能还是质量都不亚于原先的新品。欧盟最近发表的一份研究报告显示,欧洲市场规模达300亿欧元,在航空,铁路和汽车等多个行业共雇用了13万人。
激光清洗成为这个领域的关键工具,因为它具备在不同平台上处理多种材料的能力。 例如,图3显示的是一个已被局部激光清洗的刹车片,再次焕然一新并重获出售价值。
图3. 汽车刹车片经过局部激光清洗后转售。
集成的机器视觉
使用传统的清洗方法如介质喷射或化学清洗,实时监测过程往往很困难。爆破介质和随之而来的灰尘会使部件和光学涂层部件变得模糊,而化学清洗,从本质上讲是一种腐蚀性的工艺环境。这些工艺流程也会对基材造成更大的损害,这一点是不置可否的。
然而,使用激光清洗,可以将机器视觉集成到设备中,并且在适当的滤光下检查零件是否正在进行清洗。这使得可以在同轴上检查部件以确定它们是否被完全清洗或是否需要额外的清洗通道。单次清洗有时不足以去除密封材料,但是通过三到四次的清洗流程,可以达到一个平衡的清洗状态(图4)。
图4. 用250W 功率,10kHz 脉冲速率和Vgalvo 振动速度 = 2000mm/s 激光清洗碳钢的例子。
尽管激光清洗在材料去除方面非常高效,但这并不是一个修复过程,不能修复在基板表面上或基板表面附近的缺陷。但是,大量表面材料的去除使得我们可以在清洗步骤完成后对部件进行检查。这一点对于部件起到关键性作用的行业尤为重要,例如核和航空航天行业。在这些行业中,细小的缺陷就能造成灾难性的后果。
由于无需二次流程来去除清洗介质,因此既可以在清洗过程中,也可以在清洗过程之后立即进行检查。预先开发的检测计算程序用于检测已知的导致设备故障的特征,并将其标记为之后的修订工作。
激光抛光
激光抛光表面以去除表面划痕并延长部件的使用寿命,这一工艺如今正得到广泛的应用。 激光抛光通过加热材料,直至其局部熔化,使其具有流动性,最终使表面平滑。与激光清洗一样,激光抛光具有几个固有的优点:它可以在2D和3D表面上实现自动化,是一种非接触式的无应力工艺,并且不会因为磨蚀或化学物质造成部件污染。
图5. 激光清洗零件的一个例子,在30kHz 频率下用1mJ 的脉冲局部抛光。
因此,激光抛光非常适用于对表面和部件进行修复性工作,这些都是严重的故障。 激光抛光的有趣之处在于它不需要使用高功率激光器,甚至标准的20-30W激光打标系统也可以用来抛光大多数金属部件。许多研究已经发现,50-100W范围的功率水平适用于具有高重复率和扫描速度的激光抛光加工。
对于脉冲激光器的使用,熔化层的深度大约为100nm,而连续波(CW)激光器可以达到100μm的熔化区域。 图5显示了被激光清洗的零件图像,该零件已经在30kHz频率下,用1mJ脉冲进行了局部抛光。未磨光的表面从外观上看是磨砂的,而被抛光的表面非常光滑并且高度反光。
由于激光抛光可以重新熔化至100μm,抛光后残留的缺陷本质上可能成为潜在的失误发生位置。 激光抛光使得对于这种缺陷的检查更简单,并且更适合于自动化视觉系统。
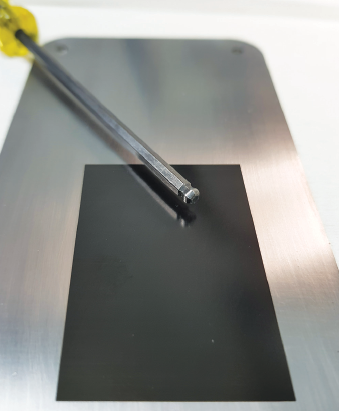
为了证明这个过程的有效性,在一块不锈钢板上的某一区域用激光雕刻CE标志(图6)。 在激光抛光之前,该不锈钢的表面有多个划痕和瑕疵。对有CE符号标记的区域进行激光抛光可以去除最深处的所有划痕,但这样一来,其余的缺陷更容易被肉眼看见。而且,由于激光抛光是自动化的,所以产生的效果具有一致性,视觉系统中使用的照明参数也不必为了适应抛光而改变
随着激光平均功率的不断提高以及激光成本的持续下降,激光清洗,激光抛光等工艺将成为主流制造工艺。它们在降低耗材成本以及适应自动化方面展现了显著的优势。推进中的集成视觉系统正越来越多的提供市场上还未出现的功能,并有可能将大大提高他们的生产力。。
随着当前对工业4.0的推进,检查零件和收集缺陷数据的能力使其可以建立模型,以用来预测何时何地会发生故障。这样可以减少停机时间,仅在需要时才对部件进行清洗和维修。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

