





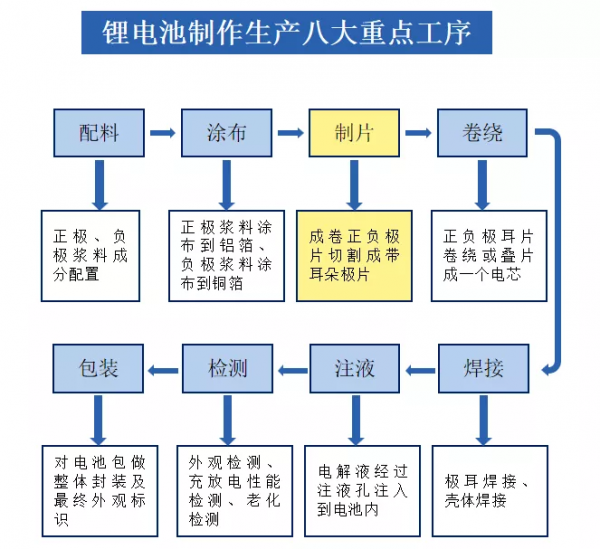
随着新能源行业的蓬勃发展,锂电池的需求量急剧增加。调研数据显示,2018年中国锂电池总出货量102GWh,同比增长27%。其中动力锂电池出货量为65GWh,同比增长46%。占锂电池总出货量的63.7%,较2017年上升8.3个百分点。

激光在锂电池极片上切割出正负极耳朵时,切割效果会直接影响锂电池的安全性。切割毛刺、热影响区和漏金属区过大,都可能影响锂电池的性能。针对不同的电极片材质,需要调节不同的激光切割工艺参数适配。


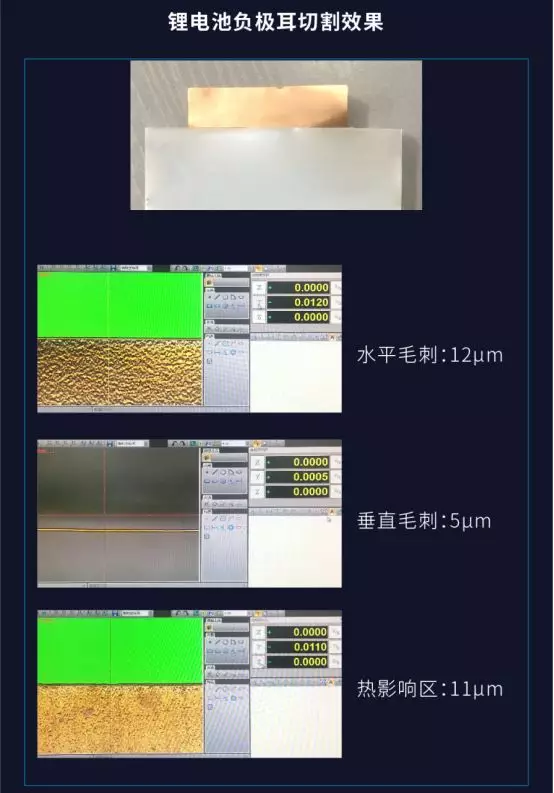
从切割效果可见:激光切割极耳的垂直毛刺小于10um,水平毛刺小于15um,热影响区小于15um。这些工艺瑕疵得到严格的控制,极大降低了锂电池的安全隐患。
极耳切割所用激光器选择
对于光纤激光器而言,其中一个重要参数就是光束质量M2。光束质量直接决定了一台光纤激光器所能调出的最佳效果。因此,改善光束质量是极耳切割光纤激光器的重要课题。
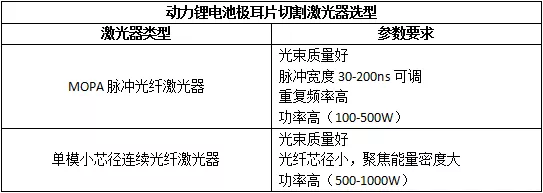
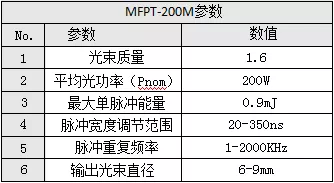
目前普遍用于极耳切割的脉冲光纤激光器为100W左右,创鑫激光针对锂电行业极耳切割工艺设计了一款MOPA光纤激光器MFPT-200M,具有切割效率高,兼容更多极耳材质和厚度切割的优点。

采用单模连续光纤激光器切割极耳,毛刺和热影响区更小。创鑫激光MFSC-1000W采用细光纤芯径输出,光束质量好,聚焦能量密度高,具有切割极耳材料更厚,切割速度更快等优点。


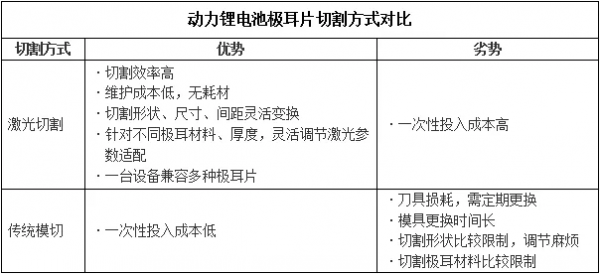
极耳片切割方式优劣对比
激光切割极耳效果
激光在锂电池极片上切割出正负极耳朵时,切割效果会直接影响锂电池的安全性。切割毛刺、热影响区和漏金属区过大,都可能影响锂电池的性能。针对不同的电极片材质,需要调节不同的激光切割工艺参数适配。
从切割效果可见:激光切割极耳的垂直毛刺小于10um,水平毛刺小于15um,热影响区小于15um。这些工艺瑕疵得到严格的控制,极大降低了锂电池的安全隐患。
极耳切割所用激光器选择
对于光纤激光器而言,其中一个重要参数就是光束质量M2。光束质量直接决定了一台光纤激光器所能调出的最佳效果。因此,改善光束质量是极耳切割光纤激光器的重要课题。
目前普遍用于极耳切割的脉冲光纤激光器为100W左右,创鑫激光针对锂电行业极耳切割工艺设计了一款MOPA光纤激光器MFPT-200M,具有切割效率高,兼容更多极耳材质和厚度切割的优点。
创鑫激光MFPT-200M光纤激光器
采用单模连续光纤激光器切割极耳,毛刺和热影响区更小。创鑫激光MFSC-1000W采用细光纤芯径输出,光束质量好,聚焦能量密度高,具有切割极耳材料更厚,切割速度更快等优点。
创鑫激光MFSC-1000W连续光纤激光器
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

