




摘要
目前,在车身热冲压成型领域,三维五轴激光切割机床的技术应用已经相当成熟。随着热冲压成型技术的日趋成熟,以及汽车制造商对热冲压零件供应商压低报价,汽车热冲压零部件供应商对于三维五轴激光切割设备的需求也在发生变化。随着热冲压市场的发展,客户群和客户需求也随之改变,从开始时的追求高效率、高质量切割、高精度及长期稳定性,到目前更倾向于两个不同维度的要求:更低的投资成本和更高生产效率。此次研究得出的结果是基于:当前热冲压市场不同客户的需求,以及三维五轴激光切割加工中心新的技术创新。其中一个就是最新的二合一光纤应用于三维五轴的切割,在相同的激光功率条件下,提高整个加工中心对于单件部件的切割效率,另一个是如何在满足一些客户需求的同时,降低设备的投资成本。
关键词:激光工艺 三维五轴激光切割 热冲压零部件
三维五轴激光切割技术在汽车热冲压领域已有多年的应用。2006年,应用在汽车热冲压领域的三维五轴激光切割技术引入中国市场,并且目前一直在持续发展。在过去的17年间,随着该技术的发展越来越趋于成熟,热成型冲压件的成本已经大幅降低,热冲压零件在汽车上的应用比例也在逐步增高。三维激光切割已经是热冲压工艺中的重要一环。热冲压零件的生产厂商对三维五轴激光切割设备的要求也越来越高。设备的采购成本和加工效率是客户目前最关心的两个因素。
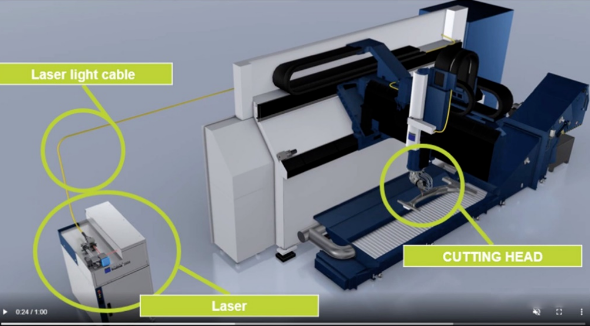
图1. 三维五轴激光切割加工中心的主要部件
这里介绍三维激光切割加工设备的主要部件,主要为:床身,激光光纤线缆,激光光源,切割头。
(1)床身: 加工中心主要结构和运动机构的支撑。
(2)光纤线缆: 激光的传输机构,用于将光源生成的激光传输到激光切割头(图1)
(3)激光光源: 激光的生成装置,通常是固态光源。
切割头: 将激光聚焦在生产或者加工处理零件的表面。
特殊光束质量下的激光切割工艺分析
最新的激光技术是应用于热冲压三维五轴激光切割的二合一光纤激光切割技术(BrightLine Speed)。二合一光纤线缆非常合理的匹配出2种直径的光芯(内部和外部光纤芯),光源产生的激光的光束质量可以通过调节激光光束的内芯和外芯直径的组合而改变。在形成最适合三维激光切割的光束比之后,这个新技术可以有效提升加工中心系统的切割速度和负责型面的热冲压件切割质量(图2)。
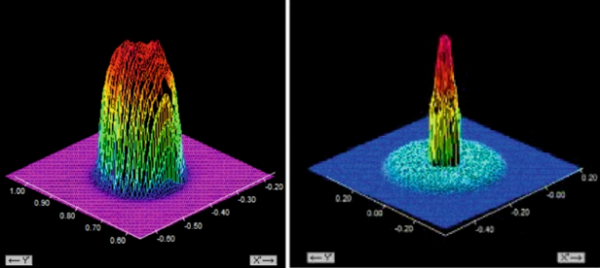
图2. 光束截面的能量分布。右侧是普通单光源光束ϕ100 μm,左侧是二合一激光的光束质量。
目前市场上的三维五轴激光切割设备均使用单光束,而通过使用二合一光纤,在相同的功率下能加快冲压件的切割速度——我们采用通快三维五轴激光切割设备TruLaser Cell 8030测试两种模式进行对比:一种是二维平板切割,另一种是三维立体的热冲压件。
二维平板的切割测试数据
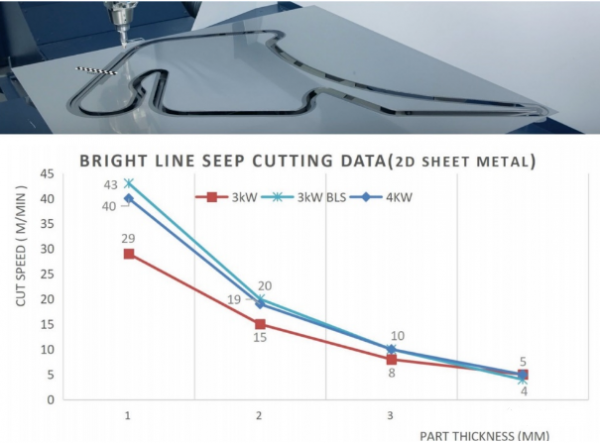
图 3. 通快TruLaser Cell 8030二维平板切割测试
表1. 二合一环芯可调切割二维平板时间数据对比。测试设备是TruLaser Cell 8030
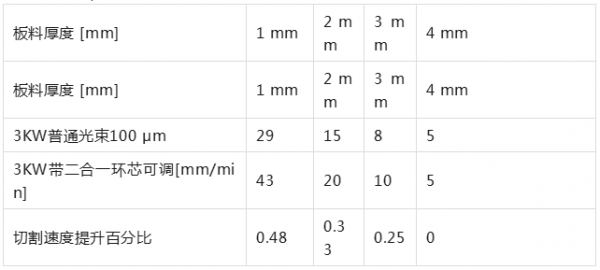
表2. 3KW带二合一环芯可调和4kw普通光束切割二维平板的速度对比。测试设备是TruLaser Cell 8030
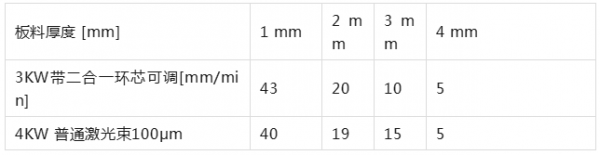
如图3、表1和表2所示的二维激光切割测试数据,我们得出的结论 1:
(1)使用3KW功率激光,二合一光纤激光切割2mm厚度钢板,速度可以提升超过 30%。用于切割1mm厚度钢板,速度可以提升接近50%。
(2)使用3KW功率激光,二合一光纤激光切割<2mm厚度材料,速度比4KW功率普通激光的光束稍快。
三维冲压件的切割测试数据
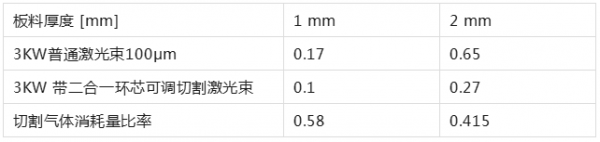
二合一光纤带来的切割速度提升和更好的激光光束质量,新的光束波形只需更小的切割嘴,切割相同板料时,消耗的气体更少,而切割质量相同。表4是切割测试的比较(图4,5和表3)

图4.利用TruLaser Cell 8030进行三维立体切割测试
表3. 3KW带二合一环芯可调和4kw普通光束切割的速度对比。测试设备是TruLaser Cell 8030 3KW
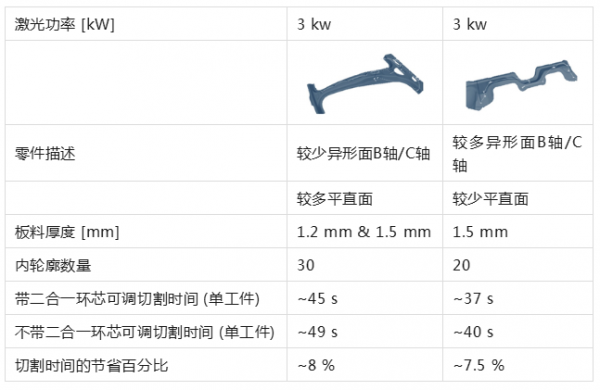
表4. 切割气体消耗量数据对比(切割气体消耗量数据对比 [m³/m])
结论2:
当采用3kw功率激光,二合一光纤激光束切割1.5mm厚度工件,与4kw普通激光束比较可以提升8%的效率。二合一光纤激光束比较普通激光束,切割可节省50%的气体消耗。
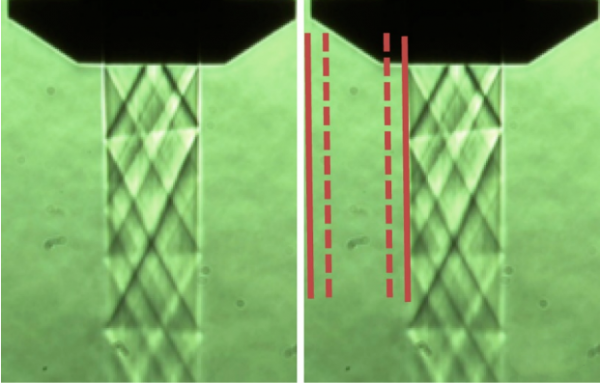
图5. 标准X-Blast 喷嘴技术(左图)和二合一环芯可调X-Blast 喷嘴技术气体消耗的界面图(右图)
结论与展望
二合一光纤激光束切割技术对使用三维五轴激光切割的热冲压零件制造商,具有提升产能和节约成本的巨大潜力,具体如下:
(1) 采用二合一光纤激光切割技术加工2mm板料,可提升30%切割速度。加工1mm板料,可提升50%切割速度。
(2) 加工小于2 mm厚度的板料,3kw功率二合一光纤激光的切割速度快于4kw普通激光的切割速度。
(3) 加工1.5 mm厚度板料,3kw功率二合一光纤激光的切割效率可提升8%。
(4) 3kw功率二合一光纤激光的切割工艺相较普通激光可节省50%的气体消耗。
随着中国市场的竞争加剧,热冲压客户越来越需要压缩生产成本,在不远的将来,三维五轴激光工艺的发展将聚焦在设备的使用成本和性能的提升,与此同时,热冲压件在汽车上的使用比率还将进一步提高。
(来源:《热成形产业联盟》、热冲压;作者:通快)
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

