





长期以来,激光焊接和电弧焊接两种工艺由于能源传输的物理过程和能源流动的方式不同,都有其各自的特殊应用领域。激光焊接工艺的热影响区非常窄,焊缝的深宽比也很高,具有较高的焊接速度,但由于焦点直径很小,所以焊缝桥接能力很差。电弧焊工艺能源密度较低,但可以在表面形成较大的聚焦点,缺点是工艺速度较慢。
如果将这两种工艺结合起来,结果会怎样呢?事实证明,两种工艺的混合焊接工艺可以获得非常好的综合效应,在焊接质量、生产工程和生产成本等方面都有明显的优势,因此在汽车工业中得到了广泛应用。
开 发
早在20世纪70年代,将激光光束和焊接电弧融合到一起形成焊接工艺的方法就已经为人知晓,但是,此后很长一段时间,人们并没有对这种工艺进行进一步研发。不过,最近研究人员又开始把目光转向这种工艺,试图再将电弧焊接的优势与激光焊接的优势结合起来,形成一种混合型的焊接工艺。
在早些时候,激光器是否适合工业使用尚待证明,而今天,在许多生产企业里,激光器几乎已经成为一种标准设备。将激光焊接工艺与另外一种焊接工艺相结合,被称为“激光混合焊接工艺”,即激光束和电弧同时在一个焊接区域内起作用,二者相互影响、相互支持。
激光焊接不仅需要强大的激光功率,而且还需要高质量的激光束,这样才能获得理想的“深焊缝效应”。例如大众汽车公司目前正在进行的项目就使用灯泵浦固体激光器,激光光束的功率为4kW,激光通过水冷600mm玻璃纤维进行传输,激光束通过焦距为200mm/220mm的调焦模块投射到待焊工件上。
激光电弧混合焊接工艺是将激光焊与电弧焊这两种焊接工艺有机地结合起来,从而获得了优良的综合性能,提高了效率/成本比。如1.5mm+2.0mm AlMgSi1接头激光混合焊接的焊接速度可以达到8.1m/min,并且只需使用4kW的固体激光源。
当利用激光混合焊接工艺焊接金属工件时,钕钇铝石榴石激光束进行聚焦后获得强度为106W/mm2 的光束。当激光束打到材料表面上时,照射点被加热到汽化温度,由于汽化金属逃逸,在焊缝金属上形成汽化空腔,焊缝接头突出的特点是极高的深宽比例,自由燃烧电弧的能量流动密度稍稍高于104W/mm2。除了来自电弧的热量以外,激光束将热量传输给接头顶部的焊缝金属。与顺序配置两种不同的焊接工艺先后连续起作用不同,混合焊接工艺可以看成两种焊接工艺结合起来同时在同一工艺区域内共同作用。根据所用的电弧或激光工艺种类以及工艺参数的不同,工艺之间相互影响的程度不同,产生影响的方式也不同。
把激光和电弧相结合,与将两种工艺单独使用相比,焊缝穿透深度和焊接速度都有所增加。从蒸汽空腔逃逸出来的金属蒸汽与电弧等离子作用,钕钇铝石榴石激光辐射吸收进入工艺等离子中数量微乎其微。根据两种工艺的功率输入比例,总体工艺特性主要决定于激光或电弧。工件表面温度会对激光辐射吸收产生实质性影响。在激光工艺开始之前,必须克服初始反射,特别是铝材表面上的反射,采用特殊启动程序启动焊接,可以起到克服初始反射的作用。在达到汽化温度之后,汽化空腔形成,这时几乎所有辐射能都可以作用在工件上,这时所需的能量取决于与温度有关的吸收情况和通过传导到工件其余部分而损耗能量的多少。在混合焊接工艺中,汽化不仅发生在工件表面,而且还发生在焊丝上,因此可以获得更多的金属蒸汽,反过来又利于激光辐射的输入,防止工艺参数的下降。
在激光混合焊接系统中,焊头(见图1)是最关键的部件,它包括MIG焊枪、激光光学系统、水冷系统及空气清洁系统。焊头的几何尺寸较小,以确保较好的焊接可达性,尤其是在焊接车身时更为明显,此外,焊头还具有良好的可拆卸性,便于安装到机器人上,同时在焊接过程中要求焦距和焊矩具有可调功能。

图1 激光混合焊接焊头
如何防止焊接过程中的飞溅污染激光头的防护玻璃是激光混合焊接工艺的一个重要难题。随着焊接过程中的飞溅对玻璃片的污染程度的增加,会导致作用在工件上的激光能量逐渐减少,甚至可能降低90%。为了解决飞溅污染问题,奥地利Fronius公司在防护玻璃前安装了“Cross jet”系统,可将飞溅转向90°,避免了飞溅沾触防护玻璃,使激光混合焊头不受烟尘和飞溅的污染,长时间保持清洁。激光混合焊头带双循环水冷冷却系统,焊枪设计的负载为250A 100%(指MIG焊)和4kW的激光能源。
优 势
电弧焊接的特点是有廉价的能量来源,激光焊接工艺容许大的焊接深度、高的焊接速度、低的热负荷以及狭窄的焊缝接头,在一定密度下,激光光束会在金属材料中产生“深焊缝效应”,只要激光功率足够大,就可以焊接壁厚较大的零件。因此,激光混合焊接容许采用更高的焊接速度,由于电弧和激光束之间的相互作用,工艺稳定性很好,增加了热效率以及改进了工件公差。此外,熔池也比金属极气保护焊接要小一些,热输入较小,热影响区也较小,使得焊接结构变形就比较小,减少了焊后后续校直的工作量。因为有两个不同的焊接熔池,随后来自电弧的热输入会给激光束焊接区域(特别是钢铁)进行回火处理,将硬度值更加均匀地分配到接头的各个部分。
与激光焊接工艺相比,激光混合焊接工艺所需要的投资费用可以大为减少,其优势主要体现在更高的工艺稳定性、更高的桥接能力、更深的穿透性和更大的韧性以及不需要在焊接机头上使用压力轮,显着改进了焊接的可及性。与金属极气保护焊接工艺相比,激光混合焊接工艺的优点为焊接速度更高、当焊接速度更高时穿透性更大、热输入值较低、拉伸强度更高、焊缝接头较狭窄等。
使用激光混合焊接工艺,由于降低了激光束功率,因此可大大减少激光光源的能量消耗,因为激光束设备的效率只有3%。换言之,作用于工件上的激光束功率每降低1kW,则从电网上消耗的功率就大约要降低35kW。激光设备的成本是1kW激光功率为12万美元。当利用混合工艺后,可以使用3kW的激光器,而不需要用4kW的激光器,于是就可以节省12万美元的投资。另外只需要6.5万美元购置额外的MSG设备和焊接机头。
当焊接速度为2.4m/min时,采用激光焊接时焊缝不可能充满,会产生咬边,母材上的渗透也只有很少一点,焊道宽度非常小,因此,拉伸强度低。在激光混合焊接中,额外材料被运送到熔池中,咬边处被金属极气保护焊的焊丝填满,节约了部分激光能量。节约下来的激光能量可用于增加对母材的渗透深度,焊道宽度比材料厚度更大,这对于优化机械性能是很必要的。
应 用
大众汽车公司的策略是在汽车行业里尽量多地使用激光焊接工艺。在被称为“D1概念车”的Phaeton型汽车(见图2)上,所有的车门都是激光混合工艺焊接的。大众汽车公司对车门结构的刚性具有很高的要求,如果没有激光混合焊接工艺,则必须使用大的重型铸铝材料。为了与车身完美配合,要求几何公差必须非常小,这样,汽车在行驶中来自风阻的噪音等级会很低。为了生产具有这种刚性的车门,必须很好地混合使用板材、铸件和冲压件。要获得较轻的重量,低密度的铝材是一种完美的实用性材料。#p#分页标题#e#

图2 在大众汽车公司的Phaeton汽车上,所有车门均采用激光混合焊接工艺来焊接
Phaeton型汽车车门的焊接由7个气体金属电弧焊缝、11个激光焊缝和48个激光混合焊缝组成,车门焊缝的总长度是4980mm,采用两个铝铸件的激光混合焊接接头,焊丝为AlSi12,直径为1.6mm,保护气体为氩气。增加激光功率,可以获得更高的焊接速度。与单纯激光束焊接工艺相比,将激光束与电弧结合,可以产生更大的焊接熔池,可以对焊根间隙较宽的零件进行焊接。焊接速度范围为1.2~4.8m/min,但是,工艺优化速度为4.2 m/min,送丝速度为6.5m/min、激光功率为2.9kW。
在汽车行业里,许多地方应用搭接焊,而不进行接头坡口准备。当前,这种焊接工作最为先进的工艺是采用冷焊丝激光焊接。当焊丝焊接接头时,多数的激光能量都损失在熔化焊丝上。在带有焊丝的激光焊接里,为了获得所需的公差,必须使用压力轮。因为焊接机头尺寸比较高,在可及性方面有一定的局限性。这种工艺的典型参数是:焊接速度为2.8m/min、激光功率为4kW、送丝速度为6.6m/min。
在德国Neckarsulm市奥迪公司系列汽车的生产中,激光混合焊接工艺被应用到最关键的全铝车身的焊接中。该汽车车身是第二代豪华奥迪A8系列的车身,在设计上追求冲击安全性和抗扭曲变形。激光混合焊接的焊缝符合所有的要求,表现出强韧性、高强度和大熔深的特点。为了满足客户对这款车的高期望值,每一个细节都要精益求精,确保汽车的制造质量。激光混合焊接的窄焊缝可以满足对外观要求较高的工件,那么车身框架顶部的边角处就不必再用塑料条带填塞。在轻型汽车制造领域,所有上面提到的要求以及一些特殊的条件都必须得到满足,而全铝车身的制造过程对这些要求更为严格。
奥迪A8车体的负载结构是由一个空间框架构成。这个框架结构是由铝板挤压成形的,这个结构的可靠性已在第一代奥迪A8的身上得到充分证明,该框架结构是由不同规格的铝板连接而成。最新一代奥迪A8框架的顶部因焊接程度密集而变得格外重要,Fronius公司的激光混合焊机因其优异的性能而承担了这项艰巨的任务,在整个焊接过程中有65条焊缝,焊缝总长度为5m,单个焊缝的长度30~260mm。图3中红线部分为使用激光混合焊进行焊接的奥迪A8框架顶侧梁的焊缝。
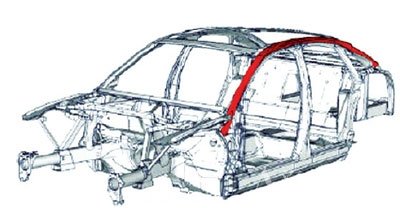
图3 红色部分为使用激光混合焊接工艺的奥迪A8框架顶侧梁的焊缝
此外,激光混合焊接工艺还适用于动力传动系统一、容器、传动桥和车身等。
总 结
激光混合焊接是一种新的工艺技术,在汽车行业里有着广泛的用途,特别是在采用激光焊接无法实现零件公差或不够经济时,激光混合焊接工艺的优势更加明显。这种功能强大的焊接工艺,可以达到减少投资、降低制造成本、提高生产率的目的,从而提高综合竞争能力。
激光混合焊接工艺给铝材焊接开辟了一条新途径。近来固体激光器输出功率的提高,使这种工艺的稳定性成为可能。在混合焊接工艺里,激光焊接和电弧焊接被理解为只有一个单一的工艺区(等离子和焊剂)。选择正确的工艺参数,就可以有选择性地影响焊缝性能,如几何形状、结构组成等。增加填充金属,电弧焊接工艺就可以提高桥接能力,同时也可以确定焊缝宽度,减少工件焊接坡口的准备工作量。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

