





现今,激光器已经普遍应用于太阳能电池生产领域,如脉冲Nd:YAG激光器或Nd:YVO4激光器用于太阳能电池的边缘隔离。在太阳能电池生产中,通过对硅片进行激光钻孔、激光切割(laser cutting)、激光划线来实现背部电连接,这些方法同样被认为是可行的激光处理方法。若要实现此法,则需使用具有较高峰值功率和良好光束质量的脉冲激光器。
虽然高功率半导体激光器不能达到这些参量,但当使用具有毫米级焦点的紧凑型连续光源时,高功率半导体激光器仍具有其优势。下面将着重描述激光器在太阳能电池生产领域的应用,介绍它是如何实现焊接、再结晶或烘干功能的。所有这些应用都有其共同点——在几平方毫米的区域范围内可达到目标热值。
半导体激光器——激光焊接
在光伏组件的生产中,单个太阳能电池通过焊接连接带互相电连接。焊接时,焊料必须与其同时达到一定程度的良好导电性能。因其不确定的热输入和应用期间产生的机械应力,业界很少采用Kolben焊,而是更偏向使用感应钎焊、热空气焊或微型火焰钎焊等焊接方法。
因太阳能电池越来越薄 (<200μm),在其生产过程中,物美价廉的硅太阳能电池对其晶圆处理的要求也就越来越高,应尽可能地减小在处理过程中晶圆的报废率和热应力。
采用高功率半导体激光器进行焊接有诸多优点,而这些优点对于太阳能电池的电连接是必不可少的。这是一种无接触方法,是通过对空间和时间上输入热量的定义以及确保太阳能电池本身的热应力最小来实现的。为提高过程的稳定性,半导体激光器可以在一个闭环控制回路里(闭环)通过高温计的作用,尽可能地控制和减小焊缝的热量输入(见图1)。在自动化生产过程中,可实现大批量重复生产,同时也提高了效益,实现了较高的光电效率。
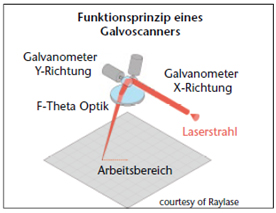
多数情况下,上述提及的高温计被集成到激光加工(laser oem)头中,其探测范围静态地通过激光焦距调节。Galvo扫描仪和高温计的结合体现了轴上实时温控的灵活优势,并在材料加工方面实现了最大可能的过程控制。单个太阳能电池大小的加工区域可通过其相对应的光学性来描述,且使得快速、灵活、温度可控的太阳能电池的电连接得以实现。
太阳能电池的组装或叠加是通过金属丝连接实现的。在这里,长而易断的金属丝与其他设备被固定在同一个位置。如果太阳能电池通过薄片叠压方式来实现焊接,那么激光焊接过程的引入便可以省去额外的设备。
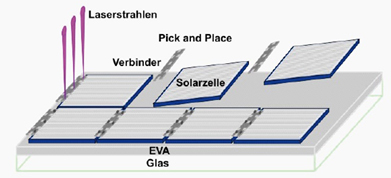
此类模型典型的层结构是:
乙烯醋酸乙烯酯(EVA)箔
镀锡带
太阳能电池
镀锡带
透明泰德拉®薄膜
此类光伏模块的前端面和后端面对于激光射线来说都是透明的,这样才能顺利地焊接前后层压面。后一种方法也叫做层压激光焊接(ILLS,见图2)。位于Hameln的太阳能研究所(ISFH)表示,在此过程中该层压薄膜不会遭破坏,该层压薄膜也不可能是日后导致太阳能电池损坏的潜在因素。

太阳能电池的连接是一般的印刷或气相沉积,层结构为典型的15μm的铝(Al)层和1~3μm的银层(Ag)组成。镀锡带的厚度约为50~150μm(见图3)。

激光功率和曝光时间参数相同的前提下,ISFH得出无铅丝(Sn96.5Ag3.5)和含铅丝(Sn60Pb40)的可比结论。通过截面连接质量显示出其良好的沾粘性和接触同质性。
良好接触的评定标准是其剪力和接触电阻。
金属丝加工所需的最小剪力可达10N/cm。对于只有20~40J能量输入的情况下,这一数值在激光焊接处理中是偏高的(相应的功率密度大约为5x10³W/cm²)。最大可测剪力大约为30N/cm。当高于200J的能量输入时,金属丝会被烧坏。
激光焊接面的接触电阻只有约0.1mΩ/cm²,且只存在很小可能性会达到如传统焊面那么大的接触电阻。
简化用激光焊接技术来生产太阳能电池组的另一种方法是层压激光焊接方法(见图4)。其优点是:
单元背面的连接可以通过激光器对太阳能电池单元的一面进行加工来实现
将耗时的电池加工过程的时间最小化
完全不需使用金属丝(由带连接单元)
易碎超薄型太阳能电池的加工将会更方便
OLLS过程中,先将连接封装剂放置于玻璃前端和第一片片状薄膜前,通过用激光射线轻微熔化薄膜的方式将其固定。此后,太阳能电池板将被有序排列并都附带封装剂。太阳能电池、封装剂和连接封装剂通过局部激光焊接连接起来。典型的焊接时间为每个焊点约0.3s。焊接后,第二片层压薄膜将会叠加到模块的背面。太阳能模块的层压工艺就完成了。
配合高温计,在最佳温度范围内通过使用激光焊接方法实现电连接,如果没有周边硅晶粒的影响,还可改善接触电阻。再与Galvo扫描仪配合,便可充分体现激光焊接对于太阳能电池生产的灵活性及可控的优势。
硅的烘干
目前采用的是大型烘箱来烘干所生产的薄膜太阳能电池。此类烤箱具有较高的购置性和经营成本,但唯一的用途只是均匀地烘干每一片薄膜。
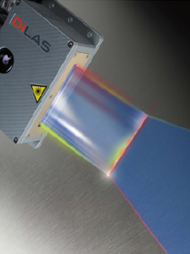
此处,激光射线被作为最有效的光源使用,并且整个烘干过程可通过半导体激光器来实现。这既可以用常规的激光束扫描太阳能电池,或者从一开始就使用线型激光,也符合太阳能电池的几何特性并能得出均匀光强分布。通过均匀的线聚焦法可达到较均匀的烘干效果。
这样,既可以使用光纤耦合半导体激光系统和相应的光斑均化线性光学,或者使用激光半导体组件并且在其光斑均匀化和光学成像后,将多个激光半导体bar条排列成整齐的水平阵列。
一个简单的光斑均匀强度分布例子如图6所示。这一即将投入使用的线性激光器其功率在几百瓦范围内,且据其进给速度得线宽约为160 mm。
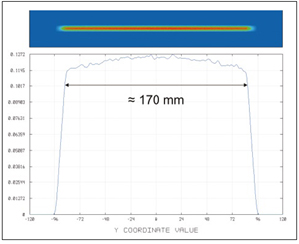
因其适当的光学元件,使得光强均一性可高达>90%。
再结晶
在薄膜太阳能电池的生产过程中硅层会沉积在玻璃基板上。为获取大面积、无缺陷的再结晶硅层,须严格符合规定的晶粒尺寸(对于硅层的进一步增长是很重要的),这与光强均匀的半导体激光有关。
例如,400W光功率的线状光斑(见图5和图6)和约12mm x 400μm尺寸的硅层扫描图。
小结
半导体激光器在超脉冲状态下没有足够的能量,因其本身不理想的光束质量及特性,对于许多消融方面的应用并不适合,但从经济角度来看,在太阳能电池的焊接和烘干以及薄膜硅的制作方面,半导体激光器将是一个不错的选择。
半导体激光器通过与如高温计或者Galvo扫描仪等附件的结合来获得一个使用较灵活、同时可调控的热源,这还使得太阳能电池的薄化处理得以实现,从而提高了太阳能电池的灵敏度。
此外,还可以利用半导体激光模块的光强均一性,实现太阳能电池的均匀热处理以及其他更多应用。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

