

近年来,手持激光焊接设备在激光应用领域发展尤为迅速,以变形小、易操作、速度快、节能环保等优势逐步替代传统焊接方式,迅速覆盖众多的行业场景,如门窗、家电、金属广告等领域。但仍存在价高质劣、不易操作、频繁报警等普遍痛点,锐科激光针对这些痛点推出焊将系列各型号的水冷和风冷激光器,并以轻量化、高效率、高集成、焊接效果好等特点火速出圈。
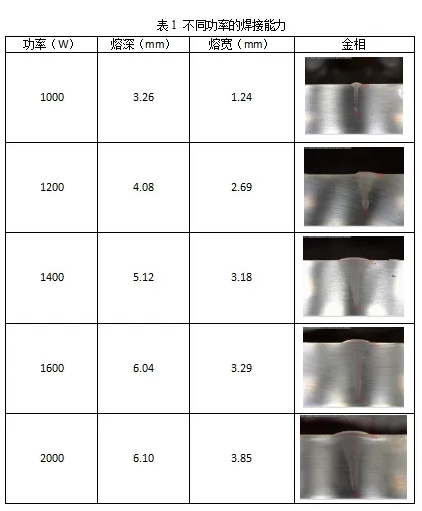
01、激光功率

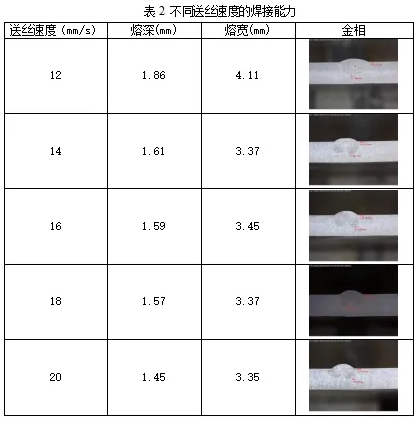
02、送丝速度
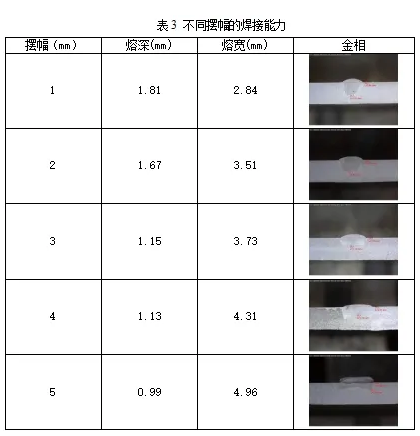
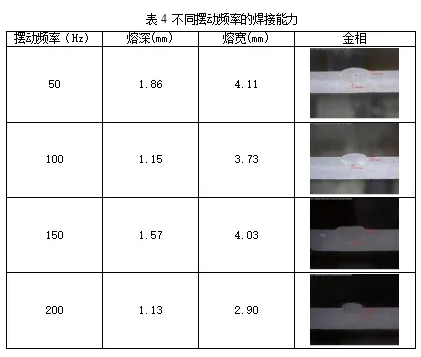
03、焊接头摆幅和频率

04、其他参数
转载请注明出处。




激光制造网 来源:锐科激光2024-04-15
我要评论(0 )
![]()
![]()
近年来,手持激光焊接设备在激光应用领域发展尤为迅速,以变形小、易操作、速度快、节能环保等优势逐步替代传统焊接方式,迅速覆盖众多的行业场景,如门窗、家电、金属...
近年来,手持激光焊接设备在激光应用领域发展尤为迅速,以变形小、易操作、速度快、节能环保等优势逐步替代传统焊接方式,迅速覆盖众多的行业场景,如门窗、家电、金属广告等领域。但仍存在价高质劣、不易操作、频繁报警等普遍痛点,锐科激光针对这些痛点推出焊将系列各型号的水冷和风冷激光器,并以轻量化、高效率、高集成、焊接效果好等特点火速出圈。
01、激光功率
02、送丝速度
03、焊接头摆幅和频率
04、其他参数
转载请注明出处。
① 凡本网未注明其他出处的作品,版权均属于激光制造网,未经本网授权不得转载、摘编或利用其它方式使用。获本网授权使用作品的,应在授权范围内使
用,并注明"来源:激光制造网”。违反上述声明者,本网将追究其相关责任。
② 凡本网注明其他来源的作品及图片,均转载自其它媒体,转载目的在于传递更多信息,并不代表本媒赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
③ 任何单位或个人认为本网内容可能涉嫌侵犯其合法权益,请及时向本网提出书面权利通知,并提供身份证明、权属证明、具体链接(URL)及详细侵权情况证明。本网在收到上述法律文件后,将会依法尽快移除相关涉嫌侵权的内容。

 相关文章网友点评
相关文章网友点评

 热门资讯
热门资讯
 精彩导读
精彩导读 关注我们
关注我们



































