摘要:激光焊机在冷连轧机组中作用十分重要,是保证连续轧制的前提。激光焊机焊接质量的稳定决定了机组运行的稳定。通过对冷轧1550mm机组生产时焊缝处断带进行分析影响焊缝因素,总结影响焊缝质量的主要因素以及改进和应对措施。前言
安钢冷轧酸轧机组1550mm酸轧机组设计年生产能力120万t,产品规格为0.25mm~2.0mm×800mm~1430mm,焊接工艺采用TMEIC激光焊机。激光焊接热轧钢带具有对接焊缝牢固,轧制中动态厚度超差长度较短,轧机断带风险低等优势。TMEIC激光焊机布置在酸洗轧机联合机组入口段,位于液压双切剪之后,1#和2#张力辊之前。焊接原理为深熔焊接,即将高强度的激光束辐射至连接带钢表面,使金属熔化实现带钢的连接。激光焊机主要由激光源、焊机入口部分、焊机本体、焊机出口部分、月牙剪、气站和电气控制部分组成。激光源为德国通快(TRUMPF) 公司生产的轴流式CO2连续激光源。1、激光焊机生产现状在酸轧机组正式投产的一年内,因激光焊机焊缝质量问题造成焊缝在拉矫机处断带两次,每次事故处理时间均在8h以上,且处理焊缝断带事故后,焊缝前后各一百多米带钢不能进行轧制,造成热轧原料浪费约6t。因激光焊机焊缝质量问题造成焊缝在轧机处断带约20次,每次处理时间大约为1h,造成废钢量为1t,同时对轧辊造成严重损伤,断带率约为0.365%。焊缝处断带对生产造成影响较大,机组停车时间长,产生废品多,对轧辊和设备产生危害大,造成生产成本高和机组效率低,因此减少或杜绝焊缝处断带十分重要。
2 、焊缝断带原因分析
2.1、焊缝在拉矫机处第一次断带原因分析第一次两卷厚度为3mm焊缝在矫直机处拉断,带尾甩到酸槽,带头掉入活套第三层中部。断带为DS侧开裂撕向WS侧,DS侧位置断口整齐,断面光滑为剪切断面,具体如图1所示。
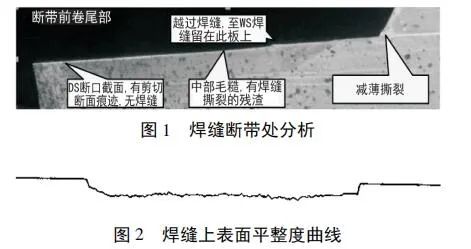
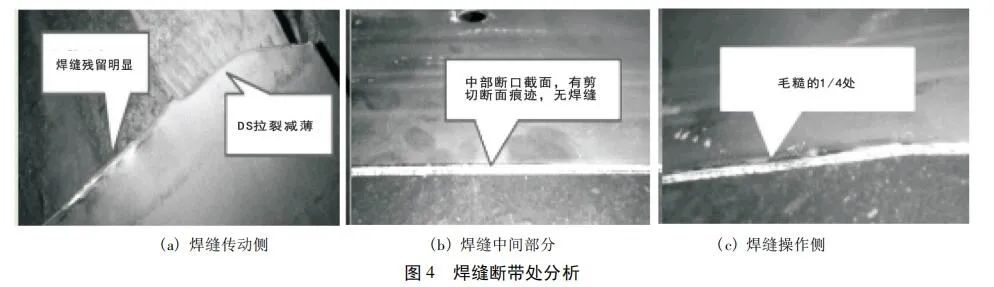
从图2可以看出,上表面焊缝DS侧起始高度正常,之后短距离迅速下降,一直接近下限,至WS侧30cm左右上升至正常水平。因此,根据断带处的样貌和焊缝平整度曲线分析可以得出: 假定焊枪轨道为一条直线,形成焊缝为一条直线,用实线表示; 而实际头尾剪切对接后,形成的缝隙为切缝,用虚线表示; 二者的相对位置如图3所示。在过拉矫机时,有一定的延伸率,DS侧实际未熔合,造成开裂。
2.2、焊缝在拉矫机处第二次断带原因分析
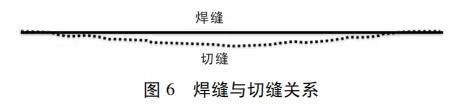
第二次拉矫机处发生断带,带尾甩过4#张力辊,带头掉在入口活套上升过道上。断带为过拉矫机时中部开裂,弯曲时撞向上矫直辊形成褶皱,无法咬入拉裂带钢,中部断口整齐无明显断口,向WS侧和DS侧越发毛糙,最终在距WS侧和DS侧15cm处越过焊缝,形成拉裂,断面减薄明显,如图4所示。


根据焊缝平整度曲线( 如图5所示) ,可以看出焊缝自两边向中间焊缝高度逐渐降低,之后略有上升中间出现尖峰,此点为异常值,与焊缝中部的毛刺有关系。因此根据断带处的样貌和焊缝平整度曲线分析可以得出: 假定焊机轨道为一条直线,形成焊缝为一条直线,用实线表示; 而实际头尾剪切对接后,形成的缝隙为切缝,用虚线表示; 二者相对位置如图6所示。在过拉矫机时,有一定的延伸率,中间焊缝未焊实,中间位置首先开裂,弯曲时卡钢造成带钢撕裂断带。
两次发生断带位置均为拉矫机处,发生原因也相似。因此通过焊机的打点测试确定激光和切缝的相对位置关系,经过测试发现切缝与激光点位置相对关系,如图7所示。
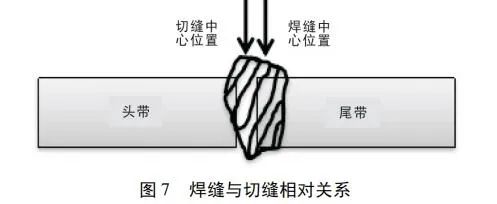
切缝与焊缝位置不一致,由于切缝设置为0,焊缝宽度又很窄,肉眼和跟踪缺陷上有时很难看的出来,容易造成误判,因此这两次焊缝处的断带均属于切缝质量不好,且激光位置与切缝存在误差,导致焊缝在切缝质量不好的地方造成焊接质量下降,在遇到拉矫延伸时造成开裂,最终形成焊缝处断带。2.3 、焊缝在拉矫机处断带原因分析从现场当时带头尾剪切情况分析,断带的前后两卷的头尾剪切量都小于2m,说明头尾的板形不良影响了焊缝质量,同时这两次断带焊缝的切月牙均未投入使用,从现场的断带样貌看,焊缝边部质量不好,热轧头尾轧制过程中属于无张力轧制,头尾展宽相对较大,因此在头尾焊接时,虽然钢卷规格相同但头尾的宽度存在差异,焊缝边部属于焊接应力集中区,在受到拉矫延伸时易开裂。因此,造成两次断带的情况可以总结为以下几种原因:
(1)带钢头尾板形不好;
(2)焊机剪刃剪切带钢质量不好;
(3)焊机激光焦点位置的偏离;
(4)焊缝两端没有剪切月牙。
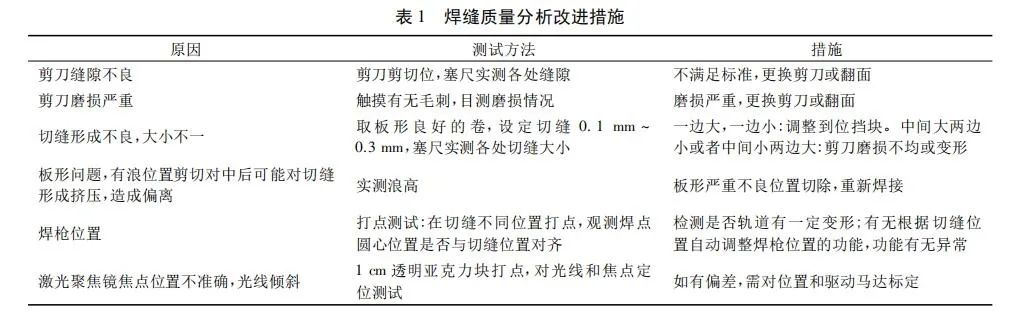
3、 焊缝质量改进措施
(1) 根据现场操作情况和设备情况,针对焊缝的质量制定了检测方法,具体方法见表1。(2) 焊缝质量的不稳定,板形的原因可能性最大,焊机操作工需要根据焊缝质量和头尾板形对焊缝两端进行剪切月牙,焊缝两边剪切月牙以消除焊缝应力集中区。(3) 对于板形造成的困扰,可以设定0.1mm焊缝,同时填充焊丝,对防止有浪处的挤压和改善焊缝强度有作用。(4) 增加焦距可适当增加带钢上表面光斑,加宽焊缝宽度,减轻偏差造成的影响。
4、 改进效果通过对冷轧原料质量改善
定期对焊机设备根据表1进行点检,维护焊机焊接质量的稳定,在降低焊机重焊率的同时,杜绝了由焊缝质量造成的焊缝处断带,在经济方面为机组的节能降本提供了保障,在运行效率上机组实现了高效稳定运行。
5、结语
通过对焊缝断带处的分析和改进,提高了焊机的操作和维护能力,杜绝了焊缝处的断带,为机组稳定高效运行提供了保障。焊缝质量的稳定降低了废品量,减少停机时间,机组运行成本也相应降低。







 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读 关注我们
关注我们




































