激光的原理早在 1916 年已经由著名物理学家爱因斯坦(Albert Einstein)的受激辐射理论所预言。世界上第一台可操作的激光器由梅曼(Theodore Harold "Ted" Maiman)在1960年成功研制,其增益介质为红宝石,波长为 694.3nm。激光器的诞生正式将激光引入实用领域。
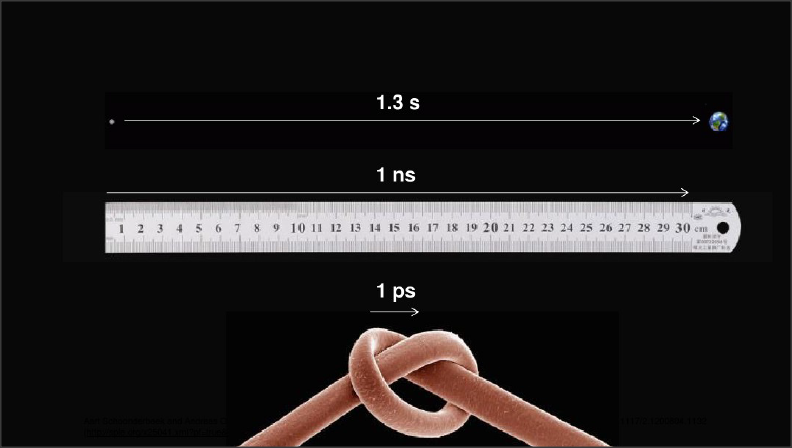
在工业上,通常将激光分为连续波、准连续、短脉冲、超短脉冲四类。“超快激光”,通常是指输出激光的脉冲宽度在10E-12S即皮秒级别,或小于皮秒级别的脉冲激光。假设地球上有个人将激光笔对着月亮,大概1.3秒后,激光就会达到月球表面。当然得理想化一点,光没有散射或损耗。而对于1皮秒的时间,光也就只能走头发丝打个结的距离了。1纳秒(ns) =10E-9s=0.000 000 001s;1皮秒(ps) =10E-12s=0.000 000 000 001s;1飞秒(fs) =10E-15s=0.000 000 000 000 001s;
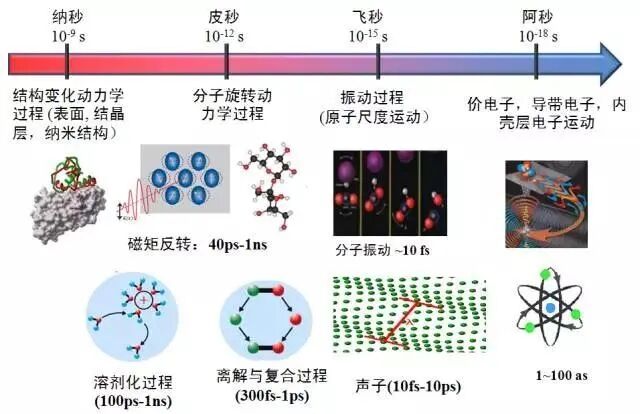
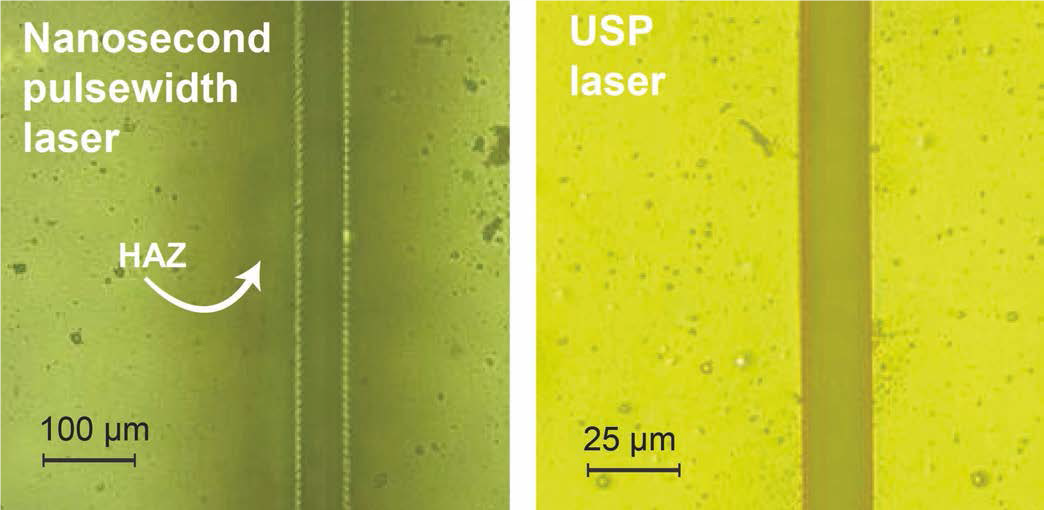
超短脉冲的成功产生得益于锁模技术的诞生。该技术是通过在激光共振腔中的不同模式间引入固定的相位关系,这些模式之间的干涉会使得激光产生一系列的脉冲,从而能够将激光器的输出脉冲宽度减小到超短脉冲的水平,其中超短脉冲指的是脉冲宽度在皮秒量级(Picosecond,ps,10E-12秒)至飞秒量级(Femtosecond,fs,10E-15秒)的激光脉冲,超短脉冲激光通常也被称为超快激光。常见的工业激光器例如皮秒激光器,飞秒激光,以及科研领域比较热的阿秒激光,都属于超快激光的范畴。对于脉宽小于1纳秒,大于几十皮秒的激光器,行业人员未将之归为超快激光,而是称之为亚纳秒激光器。根据波长不同,又可以分为红外皮秒、绿光皮秒、紫外皮秒等。超快激光是激光领域重要的发展方向之一,作为一种新兴的技术手段,在精密微细加工方面有着显著优势。超快激光产生的超短脉冲与材料相互作用时间极短,不会给周围材料带来热影响,因此超快激光加工也被称为冷加工。这是因为,当激光脉冲宽度达到皮秒或飞秒量级,可以在很大程度上避免对分子热运动的影响,产生更少的热影响。
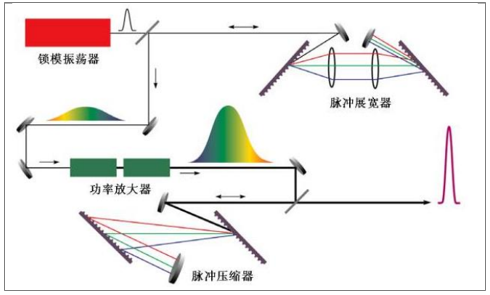
可以利用锁模技术获得超短脉冲,利用CPA(Chirped Pulse Amplification)放大技术获得高脉冲能量,其中涉及的核心部件包括振荡器、展宽器、放大器和压缩器等。
锁模(Mode locking)是激光器产生超短脉冲的方法之一,与调Q(Q-Switching)相类似,锁模也是对激光器腔内进行调制,让原本连续光(Continuous wave, CW)分裂,从而产生脉冲。但是锁模与调Q仅仅是在物理现象上有所相似,其物理原理是完全不一样的。除了主动相位调制之外,一般都是通过损耗调制的方式实现锁模,其中最常用的是通过饱和吸收(Saturated Absorption)效应产生锁模。饱和吸收效应,即光强越强,工作物质的吸收越弱,当光强足够强时,饱和吸收体(Saturable Absober, SA)被“漂白”,对光不再吸收。目前,工业级光纤锁模种子源基本都是SESAM锁模加线性腔结构设计,其中可以通过选择不同的输出啁啾光栅和SESAM参数,实现皮秒或者飞秒锁模。2018年10月2日,瑞典皇家科学院公布了2018年的诺贝尔物理学奖获得者,由来自于美国的Arthur Ashkin,法国的Gerard Mourou和他的学生、 加拿大的Donna Strickland女士三位物理学家分享诺贝尔物理学奖金。其中50%授予Arthur Ashkin的“光镊及其在生物系统中的应用”,另一半授予Gerard Mourou和Donna Strickland的“啁啾脉冲放大技术(Chirped Pulse Amplification,CPA),用于生成高强度的超短脉冲激光的方法”。锁模技术从上世纪开始被研发,在经历了主动、被动和克尔透镜自锁模三个阶段之后,百飞秒量级以下超短激光脉冲的实现方式得到了巨大的改进。钛蓝宝石飞秒激光振荡器作为新时代集成化更高、稳定性更好的锁模激光器逐渐取代了发展初期的染料激光器,将超短脉冲激光器推向更加广阔的应用领域。超短脉冲激光振荡器的重复频率一般在几十兆赫兹量级,并且其单脉冲能量只能维持在纳焦耳量级。若采取将振荡器直接输出的超短脉冲进行光学放大,那么由于非线性效应的影响,超短脉冲将会在激光晶体内部形成光丝甚至损伤,无法进行有效的能量放大的同时还破坏了晶体元件。穆鲁(Mourou)和他的学生斯特里克兰(Strickland)创造性的运用啁啾脉冲放大技术将这一难题攻克:他们将振荡器输出的脉冲在时间维度上进行了展宽,其峰值功率密度大幅度降低的同时消除了大部分非线性效应,因此种子脉冲可以从泵浦光中得到足够的能量进行光学放大,然后再通过压缩元件将能量放大后的脉冲压缩至超短脉冲范围后输出。目前,通过此技术所获得的单脉冲能量高达毫焦耳甚至焦耳量级,用透镜或者透镜组将超短脉冲进一步会聚后,能够在焦点处产生 10E19 W/cm2的极高峰值功率密度,此项技术为超快、超强激光与物质相互作用的机理和应用研究提供了实验基础。随着超短脉冲激光及啁啾脉冲放大技术的诞生,激光加工技术达到了一个全新的高度。
飞秒激光视力矫正,也是大家比较熟悉的激光应用之一。在众多的近视矫正术中,全飞秒激光手术已经成为主流治疗近视眼的方法,与传统的准分子激光手术相比,全飞秒激光手术具有手术准确度高、无明显疼痛感、术后视觉效果好等优势。

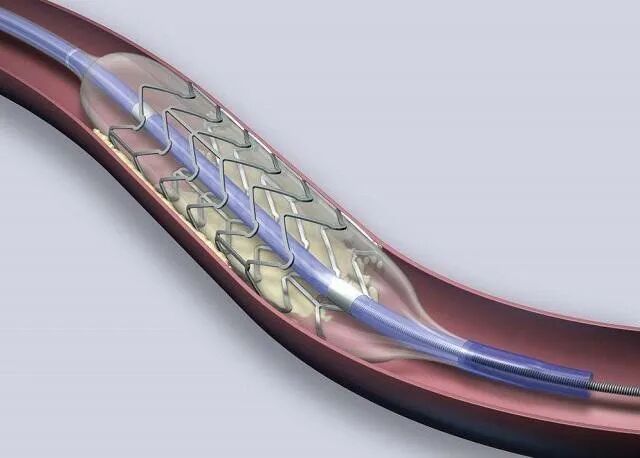
由于心脏支架壁管极薄,通常采用激光加工代替常规的机械切割。但是,使用普通激光通过烧蚀融化来加工,这样加工的心脏支架存在毛刺多、切槽宽度不统一、表面烧蚀严重、筋宽不均匀等一系列问题。近年来,国外企业已经开始采用飞秒激光进行支架切割。

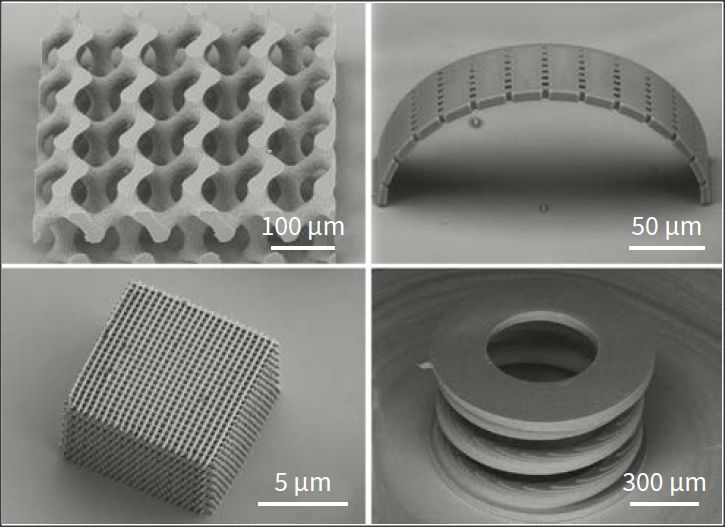
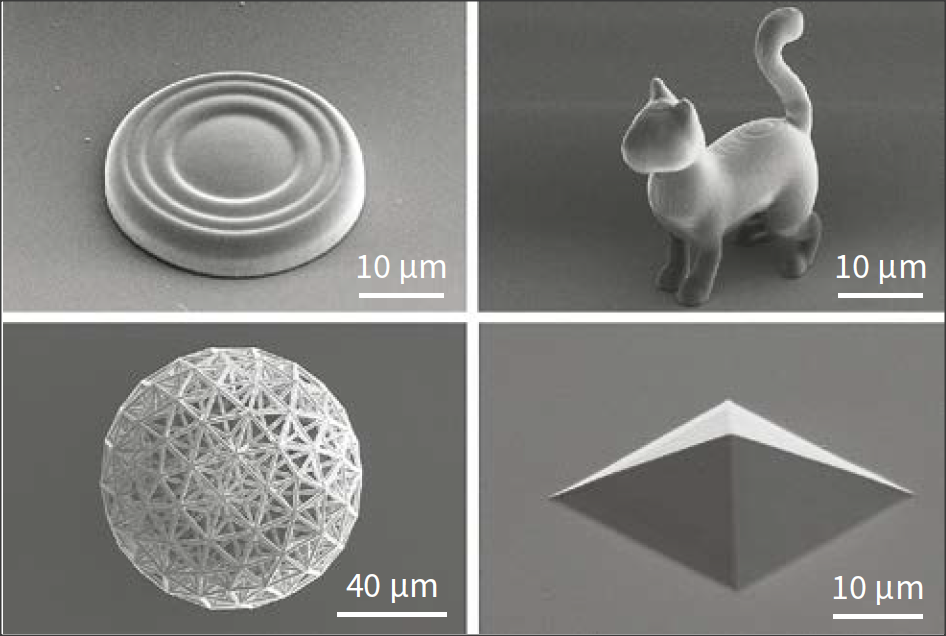
双光子聚合技术(2PP)是一种“纳米光学”3D打印方法,类似于光固化快速成型技术,未来学家 Christopher Barnatt认为这种技术未来可能会成为主流3D打印形式。双光子聚合技术的原理是通过使用“飞秒脉冲激光”选择性固化感光树脂。听起来似乎像光固化快速成型,区别在于双光子聚合技术能够实现的最小层厚和X-Y轴分辨率均在100纳米和200纳米之间。换句话说2PP 3D打印技术比传统光固化成型技术精确度高了几百倍,打印出来的东西比细菌还小。
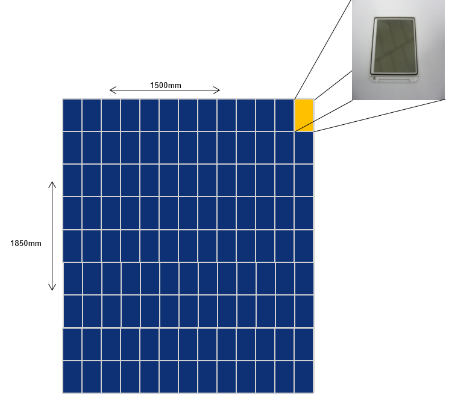
关于贝塞尔光束的激光应用,国内基本比较成熟了。最成功的案例,我想应该就是激光切割显示面板了吧。由于激光加工效率高,稳定好,维护方便,目前激光倒角机已经基本取代了机械式倒角机。

这项激光加工技术的基本原理是通过超快激光的光束整形,获得长焦深的贝塞尔光束,作用于显示面板的玻璃基板,实现任意形状的切割。市场上的各种全面屏手机,例如刘海屏,水滴屏,美人尖等,这些屏幕外形基本都是采用超快激光切割获得的。
贝塞尔激光切割透明脆性材料,严格来讲是包含两个步骤,即切割+裂片。因为激光切割后,材料并不能自动脱落,而是需要借助外力实现裂片。而裂片的难度随着切割材料的厚度增加,是明显增大。对于切割较厚的材料,要么可以多次切割,来弥补切割焦深不够的不足,要么提高激光脉冲能量,设计更长焦深的切割头。此外,技术上也有一些解决方法,例如burst-mode脉冲串模式。再不够的话,那就得依靠激光技术的提升,获得更高的脉冲能量了。而裂片,就相对复杂一些了。不仅仅是因为材料厚度增加后,裂片的阻力明显增大。还包括切割形状(例如异形)、切割内封闭图形、材料特性等因素,使得裂片的难度和复杂性明显增大。对OLED而言,其聚合物材料对热影响特别敏感,加上现在做的cell的尺寸、间隔都非常小,留下的加工尺寸也特别小,像以前的传统模切工艺已经不适用于当今的生产需求了,而且现在还有异型屏、打孔屏的应用需求,更是超出了传统工艺的能力范畴。这样超快激光的好处就体现出来了,尤其是皮秒紫外,甚至飞秒激光,它的热影响区小,而且更适合曲线加工这种更加灵活的应用。
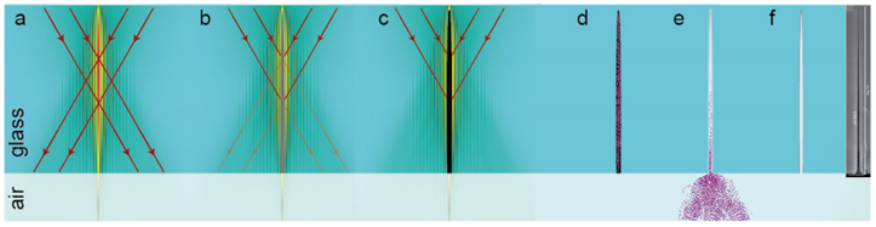
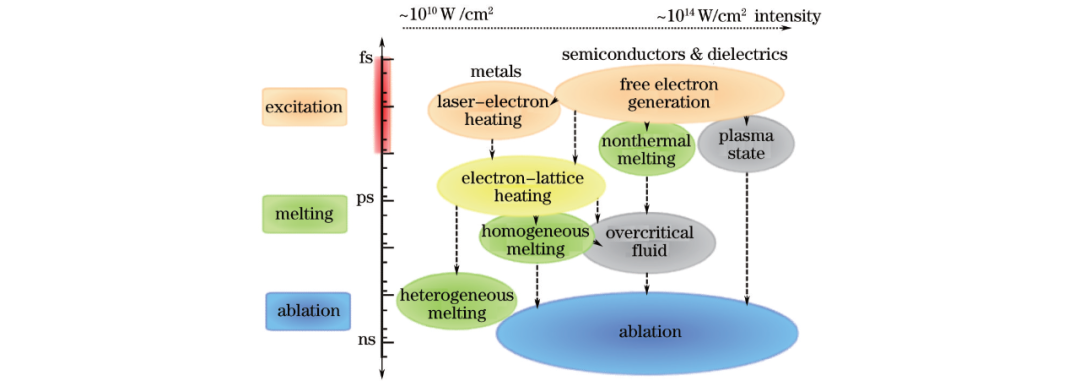
对玻璃等透明固体介质来说,超短脉冲激光在介质中传播会出现非线性吸收、熔化损伤、等离子体形成、烧蚀、光丝传播等多种现象。图示为不同功率密度及时间尺度下,超短脉冲激光与固体材料相互作用发生的各种现象。
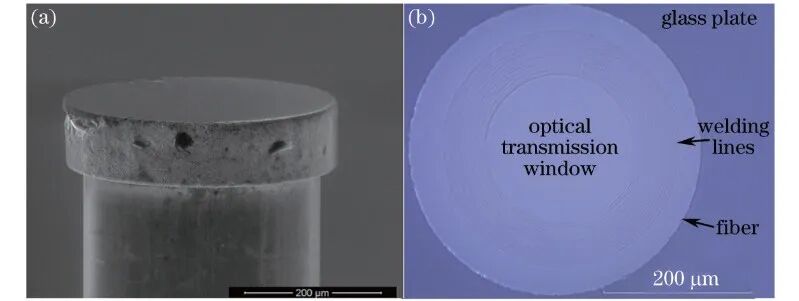
正因为超短脉冲激光微焊接技术无需插入中间层、高效率、高精度、无宏观热效应以及微焊接处理后具有比较理想的力学、光学性能,其非常适合用于玻璃等透明材料的微焊接。例如,研究人员使用70 fs、250 kHz 脉冲成功为标准光纤和微结构光纤焊接端盖。
超快激光在工业应用的历史不长,是欧美等发达国家重点布局的激光应用热点。初期,超快激光市场基本被国外公司主导,占据大部分市场份额。但中国政府、科研机构及企业对超快激光非常重视,政策倾斜及企业加大投入攻克难点技术,不断追赶国际先进水平。清华大学、中科院物理所/光机所、华中科技大学等高校均在大力推进超快激光科研;以大族、华日、安扬、贝林、卓镭、凯普林等为代表的国内激光企业也在大力推进超快激光技术产业化。皮秒、飞秒超快激光器国产化将推动国内应用商的使用成本降低至少30%-40%。近几年,国内激光器厂商纷纷推出自己的皮秒飞秒激光器,平均功率从低功率发展至中高功率。依靠绝对的价格优势,占据了很大一部分国内市场份额,使得国外竞争对手倍感压力。由于行业竞争激烈,处于产业链上游的激光器厂商也被迫走低价竞争策略。这和当前实体经济环境不景气有很大关联。另一方面,超快激光应用仍然处于发展初期,除了少数几个领域有规模性的应用,更迫切的仍是寻求新的突破口。技术上,国内激光器厂商仍需要不断提高产品品质和稳定性,缩小与国外产品的差距。还是老生常谈的那句,前途是光明的,道路是坎坷的。







 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读 关注我们
关注我们




































