






2013年,世界科学顶级刊物《Science》将钙钛矿材料评为年度十大科学突破之一,称之为“新一代太阳能电池材料”。从此以后,钙钛矿更是成为了顶刊的宠儿,学术界的明星。从去年开始,钙钛矿薄膜太阳能电池因为制造工艺简单,生产成本低廉,转化效率提升空间大等优点受到了资本界的热捧。各大巨头如长城汽车,协鑫,隆基,天威,中国华能,中国核电等纷纷宣布进军钙钛矿。据不完全统计,从2021年到2022年钙钛矿领域投资额已近百亿。某VC宣称:“现在市面上已经有大概二十个项目,而在2018年这个数字是不超过五个。在估值方面,今年团队一般的项目都会报到两三亿。团队不错的,天使轮都要报到五亿左右“。
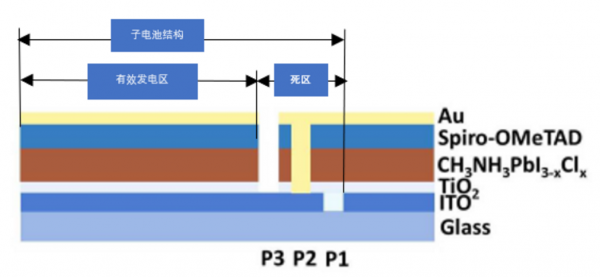
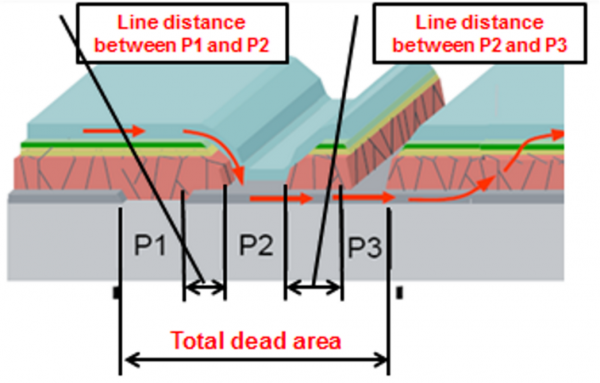
01\德国LPKF乐普科成功亮相钙钛矿电池论坛 12月6日-7日,德国LPKF乐普科成功亮相苏州钙钛矿太阳能电池学术与产业化论坛。李爱国先生就如何减小钙钛矿薄膜太阳能电池激光划线死区作了精彩演讲。钙钛矿薄膜太阳能电池作为薄膜电池的一种,其制程与其他薄膜电池技术如铜铟镓硒,碲化镉有很多相同之处,都有三道激光划线工艺P1、P2、P3;并且,这三道划线工艺要实现的功能也是一样的,因此乐普科在碲化镉和铜铟镓硒薄膜太阳能领域积累的激光划线技术与经验完全可应用到钙钛矿薄膜电池上。 02\德国LPKF乐普科久经考验的激光划线工艺 德国乐普科太阳能设备有限公司,位于德国图林根州苏尔市,自2006年成立以来,一直专注于为薄膜太阳能电池行业研制激光划线系统,是全球薄膜太阳能激光划线领域的技术与市场领导者。目前市场占有率超过90%,已为全球薄膜光伏客户提供了250余台激光划线系统,当前在运行设备总产能超过12GW。 激光划线工艺是将薄膜模组分割成一个个相互串联的宽约4mm-12mm的子电池。每节子电池中都有一条P1线,一条P2线和一条P3线。P1线最外侧到P3线最外侧这个区域是不能发电的,俗称死区。死区越大,子电池将光能转化为电能的效率就越低。因此,衡量薄膜太阳能激光划线工艺最重要的技术指标就是如何将死区做到最小。子电池宽度是设定好的,死区越小,有效发电面积就越大,将太阳能转化成电能的效率就越高。 以1.0米x 2.0米,子电池宽度为5毫米的薄膜太阳能模组为例,当死区由250微米降到130微米时,假设有效面积转化效率为18%,每块模组输出功率可增加8.47瓦,等于每块模组多卖17块人民币。以GW级产线计算,因降低死区而带来的额外收益是非常巨大的。



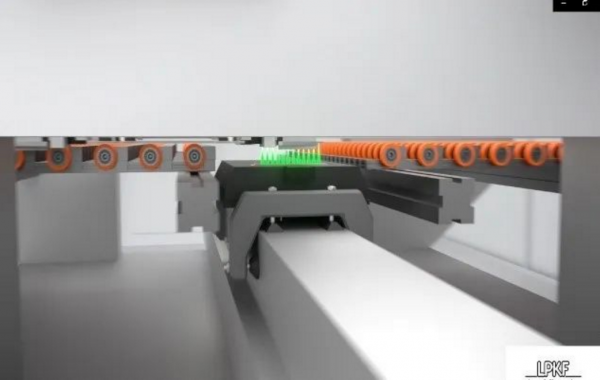
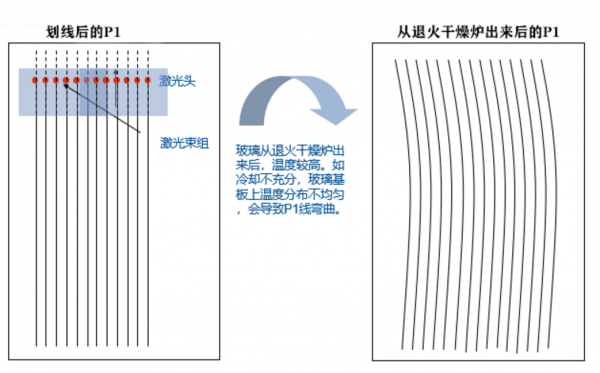
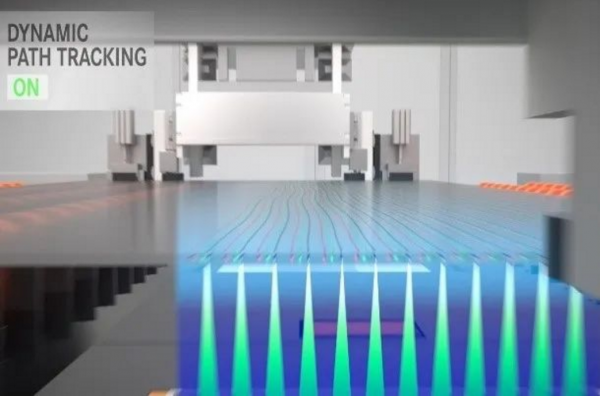
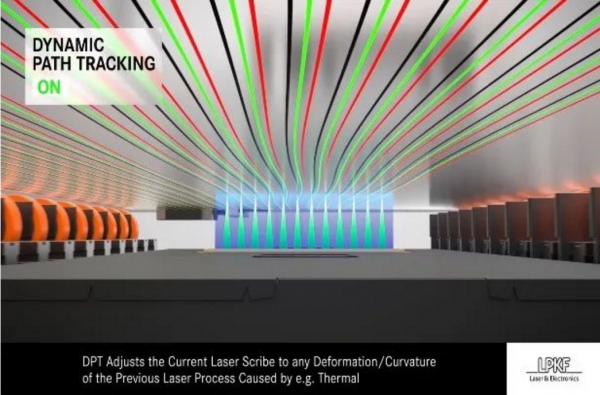
03\如何降低死区面积 提高模组转化效率? 基于死区对薄膜太阳能模组性能的重大影响,德国LPKF乐普科研发团队从多个方面出发,研发了一系列独特的技术设计,一步一步的降低了死区。 独特的设计理念 德国LPKF乐普科激光系统的设计理念非常特别。划线时,玻璃基板是静止不动的,结构紧凑的激光工作模块在龙门架上来回高速运动实现划线。激光工作模块是划线设备的心脏,安装了12套光路系统,通过乐普科特有的分光技术,将一个激光源分成12路光束,每个光束之间距离就是电池宽度。开始划线时,激光工作头从左端运动到右端,就刻划出12条电池线,然后驱动系统夹持玻璃基板往前步进12个电池宽度,然后激光工作模块再由右端运动到左端,又刻划出12条电池线,如此往返运动,直至完成整个基板的刻划。 驱动系统为五轴结构。一个划线轴,驱动激光工作模块沿X方向运动;一个吸尘轴,驱动吸尘装置也沿X轴运动,并与激光工作模块同步运动,吸走刻划时产生的粉尘。两个驱动轴,驱动玻璃沿Y方向运动;一个聚焦轴,驱动激光聚焦装置沿Z轴运动,实现自动对焦。 划线时,激光工作模块沿X轴由左测运动至右侧,划出12条电池线,激光工作模块停止不动,两个驱动轴夹持玻璃基板向前步进12个电池宽度,然后玻璃基板停止不动,激光工作模组再由右侧运动到左侧,又划出12条电池线。如此反复,激光工作模块只需往返运动16次便可划出192条电池线。 乐普科这种独特的设计理念使得划线精度非常高,小于+/-10um,直线度误差小于+/-3um/m。划线精度与直线度尤其对P1工艺至关重要,因为P1线是主线,后面的P2线与P3线都是参照P1线来刻划的。P1线定位精度不高,或者直线度偏差过大,P2和P3就会跟着走偏,直接导致了死区偏大。 目前业内传统的设计理念或与乐普科有所不同。比如,其激光头直接安装在龙门架上(X轴),划线时,激光头不动,两个Y轴夹持玻璃基板往返高速运动,实现划线。该种设计理念可能存在如下不足: 1. 现在的薄膜模组结构在往大而薄发展,如第一太阳能最早的S4模组尺寸为1.2米x 0.6米,最新的S7模组尺寸为1.2米x 2.3米。玻璃虽然是刚体,但是如此大面积,高速往返运动,肯定要颤动,一颤动就会影响刻划精度与直线度,电池线走偏,可能会导致死区偏大。 2. 激光头均匀排布在龙门架上,如8个激光头,就将要刻划的模组分成8个区,每个激光工作模块负责一个区,填空般将八个区一一填满。玻璃基板每高速运动一次,划出8条线,但这8条电池线是孤立的,相互没有关联的。而在乐普科的设计理念中,12路光束整合在一个激光工作模块内,一次划出12条电池线,就直接构成了12个相邻的子电池,划线精度更可控,死区控制也更直接高效。 通过以上描述,我们可以得知乐普科这种划线时玻璃静止不动,激光工作模块移动的设计理念能够最大程度提高划线精度与直线度,减少死区面积。 用于P2和P3划线工艺的在线实时追踪系统 P1线是基准线,后续P2和P3刻划都是以P1线为基准,P1线的定位精度与直线度直接决定了后续P2/P3线的定位精度与直线度。乐普科P1采用了独特的设计理念,定位精度与直线度都有保障。但是,刻完P1线以后,需要经过退火烘干工艺后,才进入P2/P3工艺环节,大幅面的玻璃基板受热然后冷却,基板变形,P1线就会出现扭曲现象。(划线精度都是以微米计算的,如P1线的定位精度+/-10um,而一张纸的厚度就有70微米,所以微观下的P1线扭曲,肉眼是无法看出来的)。 常规情况下,P1线扭曲了,为避免P2线与P1线交叉,就需要把P2线与P1线的距离拉大,确保安全,但这样做就增大了死区面积。为此,乐普科研发工程师开发了在线实时追踪系统,实时追踪P1线的走向,根据P1线的走势刻划P2,从而在确保安全(P1线与P2线不会交叉)的条件下,P1线与P2线间距最小,从而减少死区。该功能是通过一套视觉检测与高速运算系统来实现的。刻划P2/P3时隔一段时间探测P1线的实际位置,反馈给系统,经高速运算后,决定P2/P3线的刻划走向(光斑的落点坐标)。 在线死区监控系统 我们知道,死区的计算公式如下: P1线宽+P2线宽+P3线宽+P1线边缘到P2线边缘距离+P2线边缘到P3线边缘距离 在实际生产中,如果工艺稳定了,线宽也就固定了,一般不会变动,这个时候死区大小就取决了两个线间距了。在线实时动态跟踪系统系也是为了最大程度上降低P1与P2以及P2与P3之间的线间距,从而使死区最小。但是,钙钛矿薄膜太阳能制程众多,很多因素都会影响到划线工艺,一些突发因素可能会破坏划线工艺的稳定性,在线间距较小的情况下,P1线与P2线以及P2线与P3线可能会交叉,造成产品质量问题。为防止这种情形的发生,乐普科又开发了在线死区监控系统,刻划P2时,实时监控P1到P2的距离,刻划P3时,实时监控P2到P3的距离。 用户在生产时,先在系统中给P1-P2线间距以及P2-P3的线间距设定一个想要达到的值,然后给该值设定一个上限和一个下限。刻划时,在线死区监控系统在线实时检测所有P1-P2以及P2-P3的间距。当实际值低于设定下限时,有交叉的风险,系统报警;当实际值高于设定上限时,死区会变大,系统也报警。当报警出现时,工艺人员就需要分析何种情况导致线间距偏小或偏大,然后调整相关工艺,使得线间距稳定,从而在避免交叉的情况下,死区最小化。 德国LPKF乐普科,作为全球薄膜太阳能划线领域的技术和市场领先者,将全力服务中国钙钛矿客户,向中国钙钛矿客户提供最新的划线技术,为中国钙钛矿太阳能的蓬勃发展助一臂之力!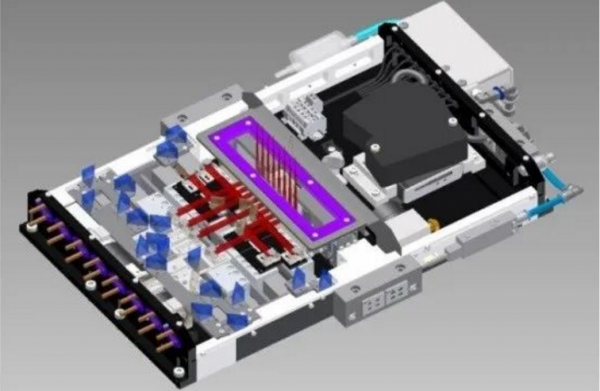

转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

