





据悉,本文对对不锈钢-镍异种热电偶的激光点焊进行了实验和数值研究。
摘要
对不锈钢-镍异种热电偶的激光点焊进行了实验和数值研究。基于焊接熔池中质量、动量、能量守恒和溶质输运方程的求解,采用三维传热传质模型对焊接过程进行了数值模拟。计算的熔合区几何结构和元素分布与相应的实验结果吻合良好。通过比较考虑对流和不考虑对流两种情况,分析了流体流动对温度场及其演化的作用。远离熔池的温度场非常相似,但靠近热源的温度场差异很大。在熔池形成后的早期阶段,由于混合时间不足,元素铁在熔池中的分布不均匀。在熔池形成的初始阶段,质量传输的速度最高,并且随着时间的推移而降低。在不锈钢和镍的激光点焊过程中,对流对传热和传质都有显著影响。
1.介绍
脉冲激光点焊广泛用于航空航天、电信和医疗行业中要求高电气和电子可靠性的小型部件(如微波外壳、电池和其他封装)的焊接。近几十年来,随着原材料成本的上升,为特定产品选择单一金属可能成本高昂。在产品中使用不同的金属和合金为设计师和工程师提供了极大的灵活性,与使用单一材料的传统制造方法相比,这通常会带来技术和经济优势。例如,高强度不锈钢可以与镍等防腐金属结合,以承受高压容器中的机械负荷和化学腐蚀。
然而,由于两种金属的物理和化学性质(如导热系数、热容、热膨胀系数和熔化温度)的差异,许多问题如散热不足导致的部分穿透,在连接异种金属时,由于溶质稀释或热处理不当而形成脆性金属间化合物或低熔点共晶,可能会使接头容易出现裂纹和故障。选择合适的热处理温度和金属材料的成分是解决这些问题并获得所需组织和机械性能的有效途径,这就需要合适的激光焊接参数。然而,对这些参数的许多试验似乎很耗时,对传热传质的数值模拟有助于预测不同工艺参数下的温度和成分。
使用聚焦在钢侧的激光焊接铜-钢接头:(a)接头S1的宏观组织,(b)通过EDS线扫描的接头S1的Fe(K)和Cu(K)强度分布,(c)接头S2的宏观组织,以及(d)通过EDS线扫描的接头S2的Fe(K)和Cu(K)强度分布。
上图显示了接头S1的OM横截面形态,其中虚线表示EDS线扫描的位置,图b显示了Fe(K)和Cu(K)的相应强度分布。可以看出在Cu和Fe板之间的混合区中存在少量气孔和裂纹。在接头S2的混合区,裂纹和孔隙几乎被消除,如图c所示。图d显示了沿图3c所示线的EDS强度分布。通过比较图3b和图3d中的结果,可以看出板厚和激光功率对混合区中铜元素的分布有重要影响。
近几十年来,传热和流体流动的计算模型已被用于了解类似金属焊接应用中温度场和速度场的演变。He等人研究了在自由表面平坦的假设下,不锈钢激光点焊过程中温度场和速度场的演变。数值研究了在硫和氧等表面活性元素存在或不存在的情况下,由熔池表面温度梯度引起的Marangoni–Benard对流和由熔池内密度变化引起的Rayleigh–Benard对流。使用各种模型研究了合金传导模式激光焊接中元素蒸发产生的热量和质量损失。激光加工中固液界面的非平衡凝固性质和溶质分配也得到了解释。这些模型大多基本遵循固定网格法,采用焓-孔隙率公式来处理固液相变问题。
铜镍异种热电偶激光焊接示意图。
尽管对相似材料焊接进行了许多研究,但很少有研究涉及异种金属焊接的建模,但人们的兴趣正在上升。Zhao及其同事使用三维有限元模型预测了不同激光功率和扫描速度下的温度场。然后利用模拟优化工艺参数,以控制两种金属界面处的热输入,从而抑制Ti6Al4V和42CrMo激光搭接焊接过程中脆性金属间化合物的形成。他们的模拟忽略了Marangoni对流和质量传输的影响。Chung和Wei使用二维模型,基于VOF方法和SIMPLE算法,预测两种不互溶金属连续焊接中熔合区的形状。Phanikumar等人将其扩展为三维瞬态模型,以解决层流流体假设下铜镍异种偶件激光焊接过程中的传热、流体流动和物种守恒问题。Chakraborty和Chakraborty进行了非定常雷诺平均Navier-Stokes模拟,通过比较层流和湍流下的结果来证明湍流效应。
本文建立了不锈钢与镍激光点焊的三维传热传质模型。分析了不同时刻的温度场和浓度分布。计算的熔池尺寸和元素分布与相应的实验结果进行了比较,以验证该模型。这项工作表明,数值传输现象的应用可以显著增加异种熔焊的定量知识库。
2.实验
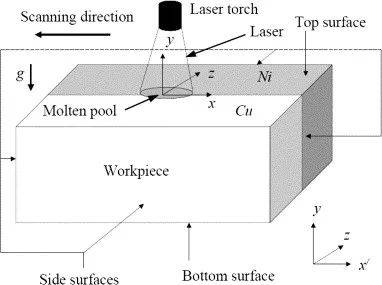
实验中使用了304不锈钢和镍。焊接前用丙酮清洁表面。在一台具有五轴数控工作站的1kW Nd:YAG激光材料加工系统上进行了实验。150毫米焦距透镜用于聚焦激光束。离焦距离为9.5mm,试样顶面对应的光束半径为1.0mm。使用650 W的激光功率,相互作用时间为500 ms。图1显示了尺寸为20 mm×10 mm×2 mm的304不锈钢和镍板的激光点焊示意图。
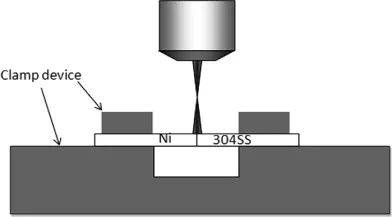
图1 304不锈钢-镍异种热电偶激光点焊示意图。
3.数学建模
3.1. 主要假设
本文建立了一个瞬态三维模型来模拟不锈钢-镍异种热电偶激光点焊过程中的传热传质过程。为了简化计算,做出以下假设:
1.假定熔融金属为牛顿型且不可压缩,并使用Boussinesq近似来解释由于温度和浓度变化引起的密度变化。流体是层流的。
2.焊接在传导模式下进行,熔池的自由表面是平坦的。不考虑两个工件之间的热接触电阻。
3.激光束在工作空间顶面的入射通量为高斯分布。
4.假定熔池金属的相关物理和热性能(如导热系数、比热和粘度)与温度无关,且固相和液相的物理和热性能不同,但随成分呈线性变化。
5.主要元素的二元相图用于研究合金凝固。
3.2. 控制方程
整个矩形计算域被划分为小的矩形控制体。控制方程在交错网格上用控制体积法离散。压力、温度、物种浓度等标量存储在计算单元的中心。速度分量存储在相应的单元面中心。数值解的一般框架基于SIMPLEC算法。使用159×160×50网格的非均匀网格,在热源附近使用更细的网格。最小网格间距为20μm。上表面用于数值模拟的网格如图2所示。
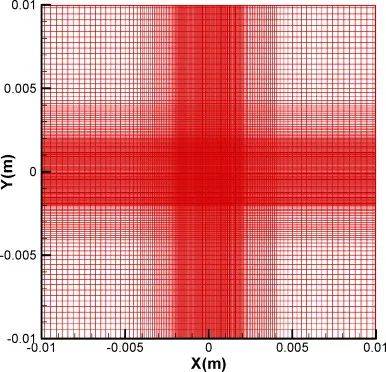
图2 顶部表面用于数值模拟的网格。
4.结果和讨论
4.1 热传输:流体流动对温度场的影响
传统的计算焊接力学专注于热应力和应变场、结构变形和变形以及微观结构的演变,为了简单起见,使用傅立叶热传导模型预测温度场的演变。然而,在异种金属焊接过程中,熔池中的流体流动可能会影响传热,并影响温度场和组分分布。
图3(a–f)显示了两种情况下在加热期间不同时间计算的温度场和速度场的比较。图中的轮廓值表示以Kelvin为单位的温度。黄色和红色部分代表液体区域。可以看出,在这两种情况下,远离熔池的温度场在不同时间是相似的,这表明了在传统焊接力学中忽略流体流动和质量传输的一些合理性。然而,对于靠近热源的区域,情况却截然不同。对于情况1,熔合区更深、更窄,并且具有半球形,这是由于能量仅通过热传导从激光束中心径向传输而产生的。峰值温度总是在304不锈钢一侧,因为其导热系数远低于镍。对于情况2,当考虑流体流动和质量传输时,由于最大热输入通量,峰值温度向激光束中心移动。当表面张力的温度系数为负值时,流体从激光束的中心(表面张力变小)流向熔池的外围,增强了从热零件到冷零件的能量传输。因此,情况2的峰值温度远低于情况1(2423 K vs 3058 K),并且在加热期间,熔池中的温度梯度较小。图4(a–d)显示了两种情况在冷却循环期间计算的温度场和速度场的比较。在激光器关闭后,情况2的熔池仅保持液态30 ms,而情况1的时间要长得多(约140 ms)。
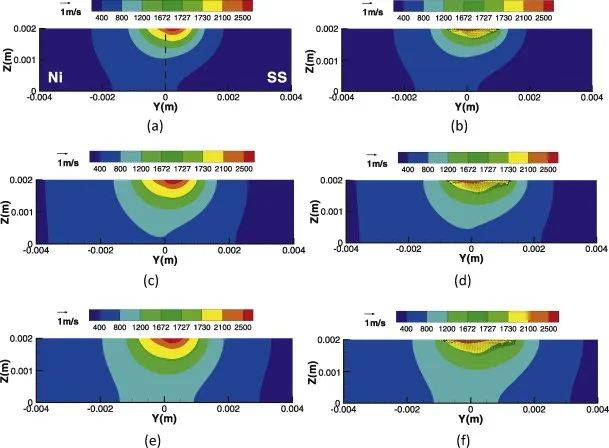
图3 两种情况下加热期间不同时间的温度场。
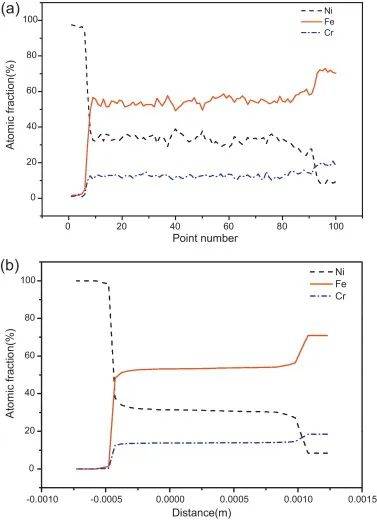
图4 两种情况下冷却期间不同时间的温度场。
温度梯度对热应力的产生至关重要,温度本身影响应力-应变关系。根据局部温度和熔化温度的比率,指定的本构模型可能会有所不同,从速率无关塑性(小于0.5)、速率相关塑性(0.5–0.8)到线性粘性(大于0.8)。因此,应该研究温度和温度梯度的演变。图5显示了距离热源0.5 mm的两个位置的温度变化。如图所示,当温度超过固相线时,情况2的冷却速度要高得多。这可以归因于流体流动,除了热传导之外,流体流动还作为另一种机制将热量从热部件传输到冷部件,使热部件更快冷却。
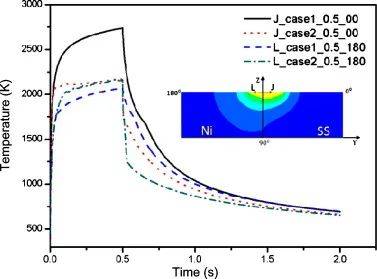
图5 不同位置的焊接热循环。
两种情况下,两个位置之间的温差演变也不同。在加热期间,情况2的两个位置之间的温差比情况1小得多,因为流体流动有助于增强从热零件到冷零件的热传输。激光器关闭后,熔池凝固,流体流动减弱并迅速消失。热传递的主要机制是热传导,镍侧的温度下降速度比不锈钢侧快,因为镍具有更高的导热性。因此,对于情况2,两个位置之间的温差增大,与加热期间相比,情况1略有不同。尽管不锈钢的导热系数较低,但在加热期间产生的高温度梯度会产生相当的热流,导致冷却期间两个位置之间的温差较小。
4.2. 质量传输
当熔池开始形成时,流体将铁和铬等元素从不锈钢侧输送到镍侧,这些元素与镍混合。同样,镍元素从镍侧传输到不锈钢侧。图6和图7分别显示了不同时间内铁在顶面和横截面上的浓度分布。对于上表面,由于混合时间不足,在最初的60 ms内,熔池中铁元素的分布不均匀。60ms后,两侧金属继续熔化,熔池尺寸继续扩大,上表面浓度分布接近均匀。然而,对于横截面,铁元素在60ms时分布不均匀,尤其是在固液界面附近。铁元素在横截面上均匀分布的时间较长,约为90 ms。因此,在上表面的传质比横截面更快。由于温度梯度和浓度梯度引起的Marangoni应力,上表面的对流很强。不均匀的元素分布会导致较大的Marangoni应力,这反过来会加速流体流向输送质量。
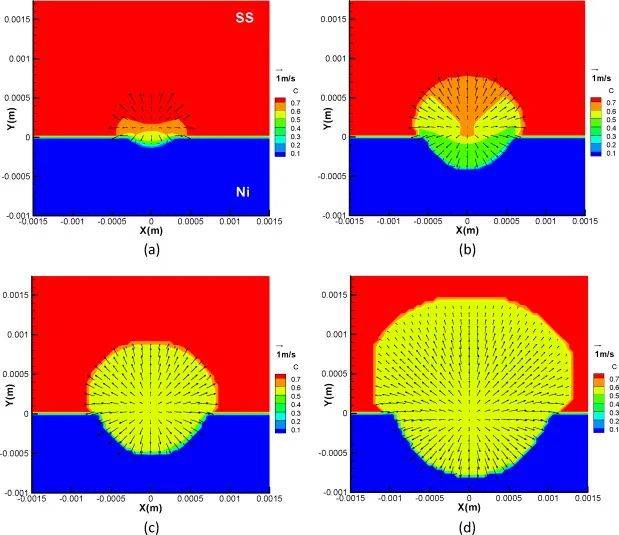
图6 在(a)10ms的不同时间内,铁在上表面的浓度分布;(b) 30ms;(c) 60ms和(d)500ms。
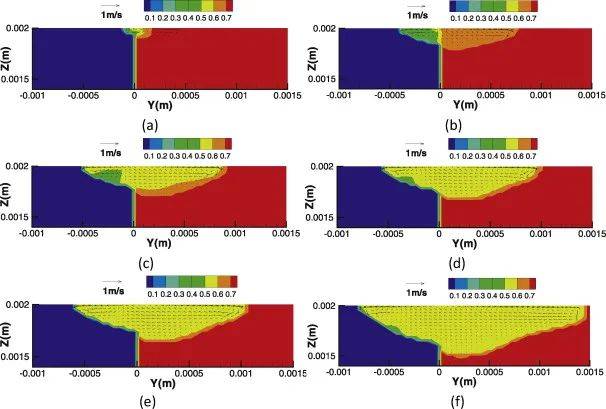
图7 在(a)10ms的不同时间内,铁沿横截面的浓度分布;(b) 30ms;(c) 60ms;(d) 90ms;(e) 120ms和(f)500ms。
图8显示了远离热源0.5 mm的两个位置的铁浓度变化。如图所示,熔池形成后,元素快速混合。因此,在熔化的初始阶段,不锈钢侧的铁浓度降低,而镍侧的铁浓度升高,且速度很快。随着两个位置的浓度差减小,质量传输变得更加缓慢。因此,在不锈钢和镍的激光点焊过程中,两个位置的浓度差和质量传输速度都会随着时间的推移而减小,直到元素分布变得均匀为止。
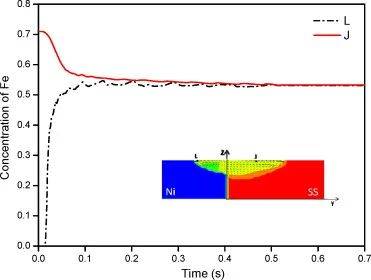
图8 铁在不同位置的浓度变化。
对于激光焊接,需要均匀的溶质分布,因为合金元素的不均匀分布可能会严重影响焊接件的机械性能。混合的均匀性和由此产生的浓度分布主要由熔池中的对流决定。该数值模型有助于预测成分分布,以寻求合适的显微组织和目标机械性能所需的最佳激光焊接参数。
4.3. 计算结果与实验结果的比较
将实验确定的熔池横截面与图9中相应的计算结果进行比较。观察到,情况2的计算熔池几何形状和尺寸与实验结果吻合较好,而情况1的熔合区更深、更窄。由于固体镍的高导电性,镍侧熔合区的尺寸小于激光束的半径(1.00 mm)。相反,不锈钢侧的熔合区(1.4mm)要大得多,其尺寸超过了激光束的半径。
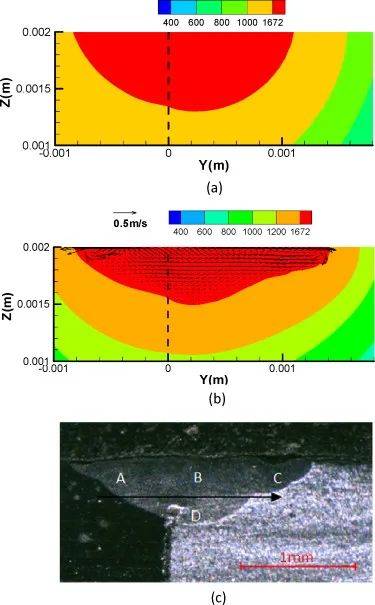
图9 (a)模拟情况1的实验和计算熔池横截面;(b)模拟情况2;(c)实验。
图10显示了计算和实验元素分布的比较。扫描轨迹如图9(c)所示。计算结果与实验结果吻合良好,表明了本文数值模型的有效性。通过Marangoni对流和质量扩散,元素在熔池中几乎均匀分布,根据Fe–Ni二元相图,凝固过程中的溶质分配不明显。
图10 实验(a)和计算(b)元素分布。
值得注意的是,由于浓度梯度引起的Marangoni应力总是倾向于使元素均匀分布,因为在这种平衡条件下,它的势能最低。然而,这并不一定意味着在任何激光加工过程中元素分布都应该是均匀的。当非平衡分配系数(kp)远离单位时,其他因素,如脉冲持续时间短或扫描速度快导致混合时间不足,或快速凝固过程中溶质重新分布都不可忽略,会导致分布不均匀。在异种金属激光焊接中,由于合金中的活性元素,气孔、小孔形成和表面张力变化等其他复杂问题也在热量和质量传输中发挥重要作用,并为未来的研究提供了挑战。
5.结论
采用三维瞬态数值模型研究了不锈钢-镍异种热电偶激光点焊过程中的传热传质问题。计算的熔合区几何形状和元素分布与实验结果吻合良好。调查的一些重要发现如下:
(1)给出了两种情况下的模拟结果,以说明异种热电偶激光焊接过程中流体流动对传热的重要性。远离熔池的温度场不受流体流动的影响。然而,对于靠近热源的位置,当考虑流体流动时,加热期间的峰值温度和温度梯度都会降低。冷却速度增加,熔池凝固更快。
(2)由于有足够的混合时间,90ms后铁元素在熔池中的分布是均匀的。由于强对流,物质在上表面的传输比横截面更快。在熔池形成的初始阶段,质量传输速度最高,在不锈钢和镍的激光点焊过程中,质量传输速度随时间而降低。
来源:Heat and mass transfer in laser dissimilar welding of stainless steel and nickel,Applied Surface Science,doi.org/10.1016/j.apsusc.2012.02.143
参考文献:H.C. Chen, A.J. Pinkerton, L. Li,Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications,Int. J. Adv.Manuf. Technol., 52 (2011), pp. 977-987
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

