





背景
“人与自然需要和谐共存;我们只有一个地球,同在一片蓝天下,让我们采取新行动保护和净化我们的地球”。随着全球各国环保意识的加强,以及石油、天然气等不可再生资源的日益减少,再加上人均汽车拥有量日益增加,对环保和不可再生资源产生极大的挑战;寻求新能源是全球共同迫不及待的追求。
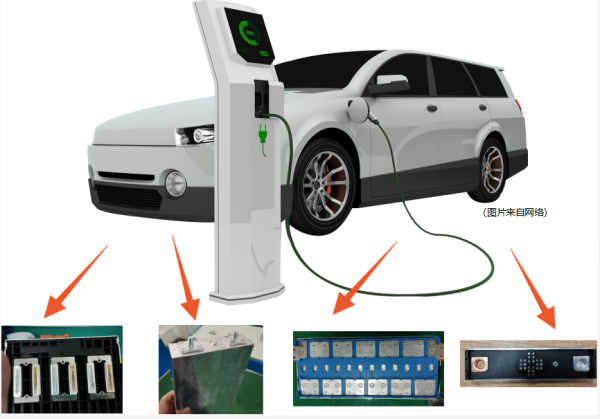
近些年来科学技术不断进步和发展,全球各国环保意识不断增强,绿色低碳出行的号召带动了不少新兴企业的快速发展,新能源汽车便诞生了。新能源汽车浪潮在全球开始盛行,动力电池作为新能源汽车核心部件,直接决定了整车性能,而生产设备的精度和自动化水平将直接影响到电池的质量、效率和一致性。激光技术作为一种先进的加工技术,是高性能动力电池生产的最佳选择。
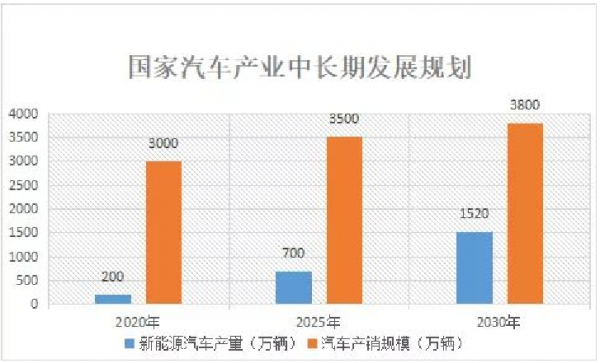
( 数据来源:中国产业研究院)
动力电池焊接质量的好坏直接决定了电池的连接性能、安全性和使用寿命。激光焊接相较于传统焊接工艺来说,更适合动力电池的焊接。激光焊接具有能量密度高,焊接速度快,加工精度高,热影响区小,易实现自动化等优势,已经被动力电池行业接受。目前,在新能源和焊接生产制造领域,铝合金、紫铜等高反材料的应用占整个动力电池及电机整体的90%以上。
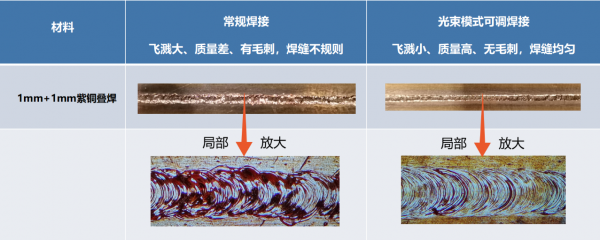
采用传统常规型号单一传输芯径激光器焊接铝合金和紫铜时,不可避免的会出现如下缺陷:
1、铝合金、紫铜对激光的吸收率低,反射率高,连续焊接稳定差、成型差;
2、容易产生飞溅、气孔和裂纹,气孔和裂纹会大幅降低焊接接头的性能以及质量;
3、飞溅和炸火产生的颗粒物极易引起电池和电极之间短路,对电池安全性产生极大的影响。
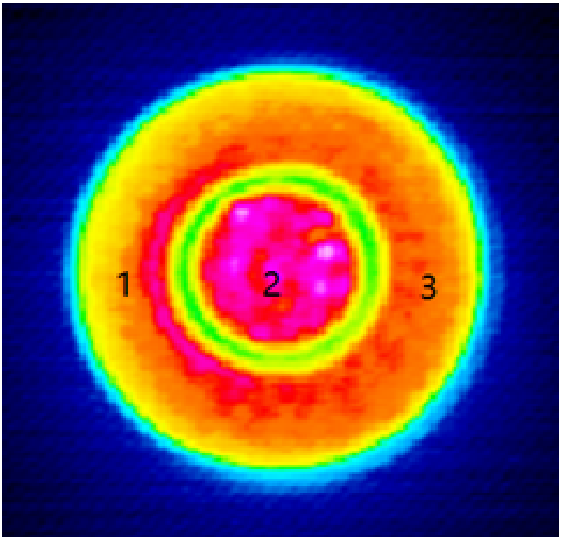
▲将焊接熔池端口位置形成一个稳定开放匙孔
▲采用平顶激光,减小金属蒸汽的压力梯度
突破
针对新能源动力电池焊接这些难点,飞博激光通过多年的技术积累和扎实的技术沉淀,研发出PAM (Power Adjustable Mode) 能量、光束模式可调激光器,PAM技术实现了只用一根光纤输出两个可分别独立控制的同轴光束,中心光斑和环形光斑的功率大小可以独立任意调节。
优势:
(1)两路模拟电压分别控制激光器“点”和“环”部分出光功率,可以在工作过程中实时变化功率
(2)预设“点”“环”能量比例,一路模拟电压同时控制功率大小
2、激光器配比和功率灵活可调
(1)激光器有6kW、12kW、20kW三个功率段共计7款激光器,选择灵活


(PAM 6kW)
(2) 激光器的输出模式“点”、“环”和“点-环共生”三种模式,满足不同应用需求
3、支持EtherCAT总线,低延迟高保真传输
PAM能量、光束模式可调可产生一个更大和更稳定的匙孔,更易使金属蒸气逸出;环形光束使逸出的蒸汽动能最小化,从而尽可能减少飞溅。
1、清洗氧化层,油污,预热
2、保证焊接强度和焊接熔深
3、去毛刺,使得焊缝光滑,无气孔产生
点、环功率任意可调,操作界面简洁友好
快速调节功率
独立模块选择
独立功率控制
功率任意配合

实测结果来了:

应用
电池电芯壳和顶盖一般采用铝合金AL3003,在保证一定的焊接熔深熔宽情况下,要求速度达到200mm/s,无虚焊、爆孔、焊渣、裂纹等缺陷。测试方形电池封口焊接速度是260mm/s,高于行业内理想速度200mm/s,大大减小了电池焊接过程中的型变量。
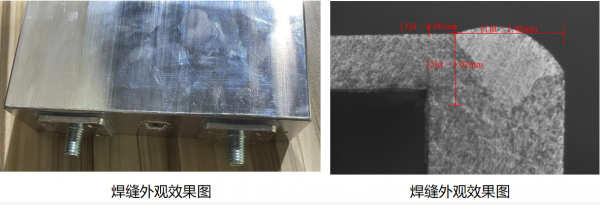
中心功率1200W,环形功率1500W,焊接速度260mm/s,焊缝外观成型均匀一致,并无虚焊、焊渣和爆孔等缺陷,从焊接截面可以看出焊缝内部无裂纹和气孔等缺陷。
bus-bar焊接一般选用1系铝合金1060,根据载流大小,通常巴片厚度有1.2mm和1.5mm两种。焊接质量要求:拉力>1000N,无裂纹,气孔率、余高、塌陷等等都有严格的要求。

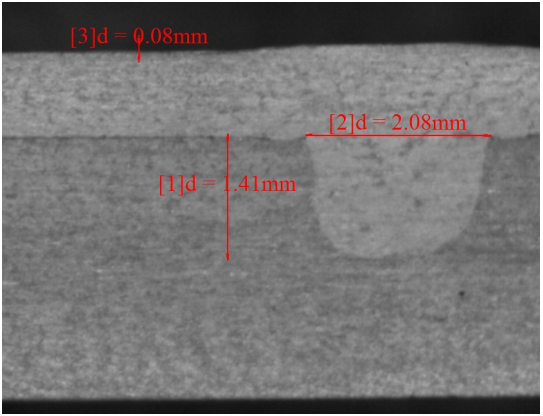
中心功率2900W,环形功率2300W,焊接速度80mm/s,焊接后拉力大小可以达到2kN远远大于要求的1kN;从焊缝截面图可以看出焊缝内部无裂纹缺陷,无气孔,余高、塌陷等等都符合客户要求。
能量、光束模式可调 & 新能源动力电池
能量、光束模式可调激光器提高了新能源汽车动力电池焊接质量,实现极小飞溅使新能源汽车动力电池制造商大大受益。具体表现如下:
提升焊接速度
提高焊接稳定性
焊接表面光滑平整,不需要二次打磨处理
极小的飞溅不会污染其他未焊接的地方
改进铝合金电池外壳焊接的美观性和气密性
实现锂电池的高速焊接
高速、稳定、焊缝均匀一致性高
减少二次返工,提高生产效率
随着续航能力的不断提高,全球汽车向新能源转型已是大势所趋,伴随着产量和安全性不断提高,势必会对锂电焊接工艺提出更高、更严格的要求。飞博会与您一起,在新能源领域再攀高峰,共创共赢。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

