





★优势
● 任何焊缝形式
● 任何焊缝方向
● 用户自定义焊缝/点分布
● 最优化受力分布
● 可高速点焊、缝焊、叠焊、对接焊、角焊和搭接焊
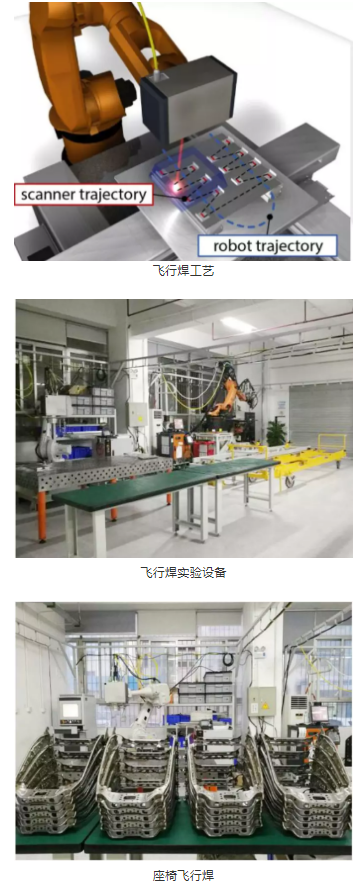
● 焊接头和机器人实时同步,加速激光焊接过程
● 更少的占地面积
● 更少的维修及物流成本
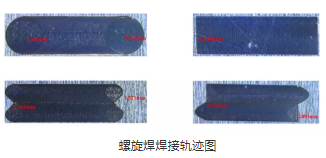
二、螺旋焊接
一种双楔形激光摆动的激光焊接方法,通过在焊接头上配置特制的wobble摆动模块实现。使聚焦光斑在焊接头移动的情况下产生螺旋线式的焊缝。主要应用于:铰链焊接,热交换器,管式换热器,石油以及天然气的厚管焊接,法兰焊接以及铝合金焊接等等。
★优势
● 焊缝加宽
● 极高的加工重复性/工艺稳定性
● 更好的焊缝成型性
● 后期处理更简单,焊接的工件表面更加平整
● 卓越的铝合金焊接能力
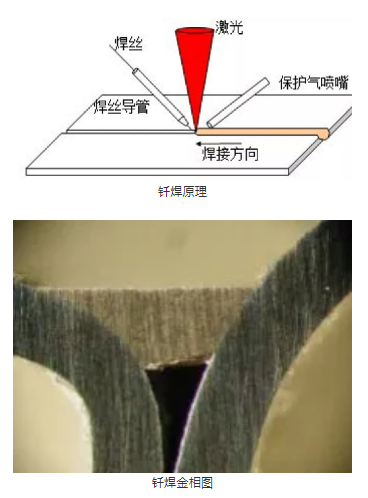
三、激光钎焊
★优势
● 减少纯激光焊接缺陷,如气孔、裂纹、产品配合间隙过大
● 提高焊缝强度,获得较完美的焊道
● 钎焊是母材不熔化,仅钎料熔化
● 钎焊变形小,接头光滑美观,适合焊接精密、复杂、不同材料组成的构件
● 热影响区域小,抗压强度大
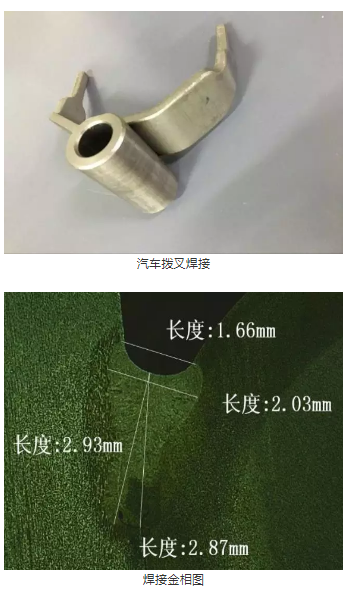
四、激光填丝焊
激光填丝焊是用与母材相同或相似材料的填充金属,将母材与钎料熔化后冷凝形成焊缝的方法。主要应用于:整车全身结构件以及汽车零配件产品。
★优势
● 减少纯激光焊接缺陷,如气孔、裂纹
● 提高焊接产品差率,允许略大的焊接产品间隙
● 焊接母材熔化,焊接强度强于母材
五、摆动钎焊
通过ALO3将光束成形和焊缝跟踪功能集于同一设备。填充焊丝可用作机械传感器。主要应用于白车身激光焊接,主要包括车顶盖激光钎焊和行李箱盖激光钎焊,及汽车零部件钎焊。零件的波动和夹具的误差,往往会使激光钎焊的难度増加许多,导致激光焊接调试工艺异常困难,但摆动钎焊它能够有效的调节自身的焊接方向,焊缝跟踪和焦距自动补偿的功能,能使激光束易于导向、聚焦,实现各方向变换,自动化程度高,焊接速度快,功效高,使之能够保持焊接质量。ALO3

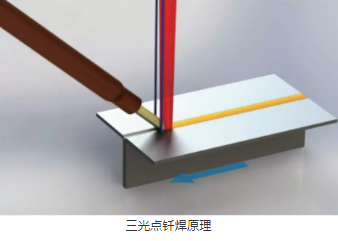
六、三光点钎焊
在镜头中加入双光斑模块,其中焊接时,通过钎焊光学中的三光斑模块把一条光束分布成三条光束,为钎焊热浸镀锌钢板提供了解决方案。使焊缝更加平整,不开裂。主要应用于:白车身的铝合金钎焊,车顶盖激光钎焊和行李箱盖激光钎焊,及汽车零部件钎焊等。
★优势
● 更稳定可靠的钎焊工艺
● 更快的速度
● 更高的强度
● 热镀锌板焊接更高的外观表面质量
● 在线清洁工艺
● 动态能量调整
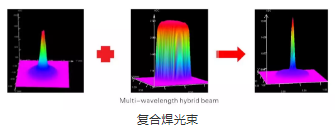
七、多波长复合焊
多波长复合焊是联赢激光首创的焊接工艺,是通过将两种不同波长的激光叠加在一起,使两束激光的轴线在空间上重合,主波段激光主要进行焊接,次波段激光主要对焊丝和母材进行预热,降低焊接熔池金属液冷却速度。特别适用于铝合金、镁合金、铜合金等。
★优势
● 减少气孔含量
● 增大焊接焊道稳定性增大焊接效率值
● 有效缓解热应力可以减少裂纹,提高焊缝强度可以获得外观比较均匀的焊道
【小结】
目前,激光行业整体而言仍是国外技术及设备处于领跑地位,从激光器主机、光学加工头,到冷水机、功率计、焊中监测、焊后检测、TCP校准器等辅助设备全方面领先,国内企业正在全力追赶中。而在激光焊接应用领域,我国与国际先进水平已相对接近,涌现了一批优质企业。其中联赢激光专注于激光焊接领域十多年,并取得了优异成绩。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

