




在激光加工行业,如何降低成本是很多用户最关心的问题。随着光纤激光器在厚板切割工艺上的进步,使得传统的二氧化碳激光器几乎没有了优势,目前光纤激光器已经占据着激光切割行业绝大部分市场,究其原因最重要一点是成本,而使用空气作为辅助气体切割无疑会进一步增加成本优势。我们只有充分认识到其优缺点,才能发挥其优势为广大用户降低成本。
常用的激光光切割气体主要有三种,氧气、氮气和空气,氧气和氮气作为常规切割气体。
氧气主要用于碳钢切割和不锈钢铝板厚板的穿孔,主要与切割金属发生氧化反应,放出大量的氧化热,另外一定压力的气体会吹走氧化物和熔渣,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,切割不需要太高的功率。缺点是薄板切割速度慢,切割尖角时容易过烧。
氮气主要用于不锈钢和铝板切割,如果激光器功率足够大薄的碳钢板用氮气切割速度会得到大幅提升。氮气在切割过程中的作用是杜绝氧化反应并利用其高气压吹走融熔物,所以可以得到比较光亮的断面效果,当然尖角的效果也会更好。缺点是气体成本高,厚板切割速度慢。
空气本身存在于空气中,我只需要空压机将其压缩到储气罐,然后再经过过滤冷却和干燥即可使用,主要成本是电费和设备保养费用。空气的主要成分就是大约80%的氮气和20%氧气的混合,所以空气在一定程度可以弥补氧气和氮气的不足。根据我们目前实验,以3000w光纤激光切割机为例,只需要空压机出口压力达到1.2Mpa的空气即可实现对2mm以下碳钢,10mm以下不锈钢,5毫米以下铝板优质切割。传统的二氧化碳激光器也可以用空气切割,但是光斑特性影响切割质量不好,光纤激光器由于能量密度更大热影响区域更小配合空气切割可以达到意想不到的结果。下面我们针对碳钢、不锈钢和铝板实验得出的数据具体分析一下空气切割的优缺点。
碳钢氧气和空气切割数据对比
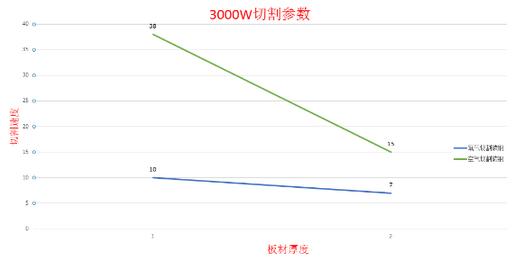
空气切割只需要1.2mpa的空气压力2mm以下碳钢实现断面光滑无挂渣,最重要的是其加工速度实现成倍的增长。为什么数据会出现这么大变化,这是因为使用氧气切割薄板一般不会用到满功率,满功率使用氧气切割薄板切割速度也上不来,还容易造成转角处过烧,这就是氧气切割薄板的瓶颈所在。使用空气切割恰好解决这些问题,可以实现满功率切割,速度大幅提升,尖角的切割效果也会得到改善。
当然如果想要切割更厚的碳钢板则需要继续提高空气压力,可能会用到增压装置,对过滤装置的要求也会增加,所以成本会增加很多。另外中厚碳钢板更适合用氧气切割,碳钢中厚板使用空气切割不仅切割速度慢切割质量也不如氧气切割,这也是我们为什么只建议2mm以下使用空气切割的原因。
不锈钢氮气和空气切割数据对比
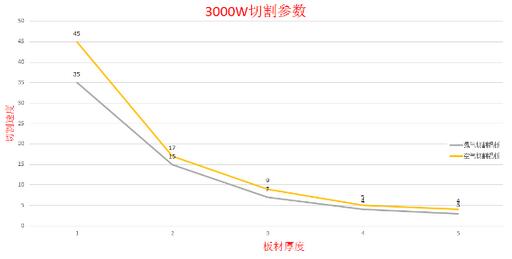
根据数据可以看到,空气切割不锈钢时除了3mm厚度切割速度没有增加,切割其他厚度速度都有不同程度的提升。一般人可能认为,空气中含有20%左右的氧气,切割出的断面肯定是发黄发黑的,根据我们测试的效果看,2mm以下不锈钢使用空气切割出来的效果几乎是白色亮面无渣,这主要是由于光纤激光器能量密度大热影响区域小当切割速度够快时氧化的效果就不明显了。3~4mm切割断面呈略黄状态,断面不错,无挂渣。5~10mm厚度断面就发黑了,厚度越大速度越慢,断面越黑,但是空气切割速度还是比氮气切割速度提高不少。我们知道切割不锈钢时厚度越大所需的气体压力就越大,例如切割10mm不锈钢时切割气体压力需要达到1.5~1.8mpa,一瓶普通氮气10分钟不到就用完了,一瓶氮气的成本大约25元,一个小时算下来气体成本至少也要100元,而用空气切割只消耗电费一个小时成本不超过10块钱。事实上很多客户对切割工件断面颜色本身并无过多要求,主要是尺寸要求,还有无挂渣。空气切割8mm以下不锈钢无挂渣,10mm不锈钢只有少量毛渣,很容易就处理掉。
如下图:上面为空切割,下面为氮气切割10mm不锈钢

从图中看,除了切割面是黑的外,无论是刮渣情况还是切割断面都不逊于氮气切割。
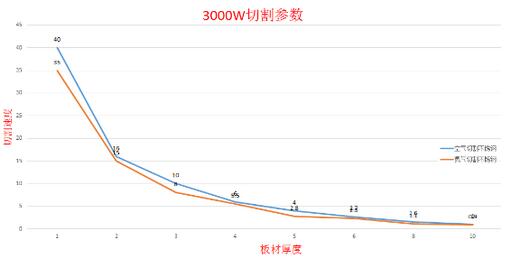
铝板氮气和空气切割数据对比
不得不说空气切割铝板优势更明显,首先速度得到了明显提升,而且不存在断面发黑的问题,因为氧化铝本身就是白色。了解光纤激光切割的人都知道,光纤激光器比二氧化碳激光器更适合切割铝板,但是光纤激光使用氮气切割铝板很难避免刮渣的问题,这也是一直困扰很多用户的麻烦。然而,经过实验室工艺试验使用空气切割3mm以下铝板使用新工艺方法可以做到几乎不挂渣。这就是空气带来的神奇效果,氮气切割达不到的效果。
如下图:左边为氮气切割,右边为空气切割2mm铝板
从图中看,空气切割断面不错而且没有挂渣,这是氮气切割难以做到的。
通过上述三个表格数据对比可以看出,使用空气切割对切割效率和切割质量改善都有独特之处,在面对不同材料的切割时为我们增加了一个很有意义的选择。空气切割不仅仅可以用于碳钢、不锈钢和铝板,还可以用于切割紫铜板、镀锌板等材料。针对不同材料的切割工艺还有很多工作需要我们去做,也许还有更精彩的发现。
当然,空气切割也不是没有缺点,我们需要特别注意如果经常使用空气切割,那么请一定记得空压机和冷干机按时保养,保证空气质量洁净无水无油。如果不注意这些可能造成的空气不洁净含水含油,不洁净的空气进入切割头首先会污染保护镜影响切割质量,如果不及时处理还有可能损害传感器。未加装增压装置的设备,受压力限制切割厚度和切割速度会受到限制。另外,中小功率光纤激光切割机使用空气切割对切割速度提升效果不大,大功率光纤激光器会更有优势。
如今大功率光纤激光切割机越来越多的走向市场,竞争也越来越激烈,如果拥有更大的成本优势就更有机会抓住订单把握市场。空气切割技术成熟与推广必定会带来更多的机遇,这也需要我们激光人继续努力,为用户带来更多的实惠!
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

