





当今的电子行业围绕着互联网的高速通讯和超级计算,对电子产品的要求越来越高,大量的微精密电子产品不断在市场上考验着各大企业的反应速度和研发水平。总的来说,这无疑就是一场电子行业的的一次产业升级。
由于市场风云变化不断细分,不管是代工能力及其出众的OEM大厂,还是专注于更符合时代发展的研发型设备开发企业,都对新的制程,新的工艺提出了挑战,传统OEM厂需要更高质量,更高效的全新工艺解决企业所面临的问题,研发型企业要对市场新需求做出快速反应来保持自己企业的科技领先优势。科技行业的发展也给有实力,有准备的企业带来了更多的机会。
熟悉松尔德科技的朋友都知道,松尔德科技专注于全新的激光锡焊工艺研究,致力于电子产品激光非接触性焊接产品的研发多年,松尔德实验室盛产锡焊黑科技,在科研上的投入不遗余力,发表的技术类文章也有许多,并不定时公布了部分科研成果,新来的朋友可以通过网络查询松尔德实验室发表的部分文章。
闲话多不多,今天松尔德实验室的主题是:激光光学形态对电子产品激光锡焊的影响。
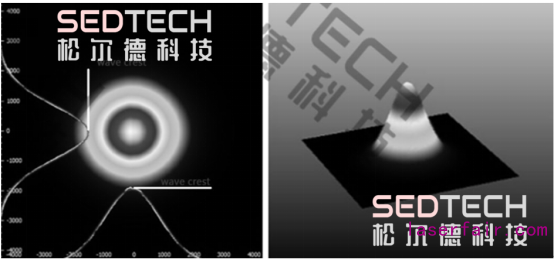
我们都知道,激光泵浦出来的光通过光纤耦合传输,并透射到一个平面,一般都是圆形形态,大部分光学组合透镜将激光整形至需要的大小进行某些场合的应用,例如打标、切割、焊接等领域。
而对于激光锡焊来说,很多时候也是利用这种光学形态对电子产品温控焊接。
单点焊对于不规则焊点来说是比较好的选择,因为不规则的焊点排布主要靠的是设备的机动性。
对于规则排布的焊点,虽然单点焊也是一个不错的选择,但是在产量和质量要求比较高的情况下,如果能够有阵列光出现无疑会增加一倍的效率。
比如,产品的焊点为成对出现时,将光学系统组合透镜进行一些列的改变,光纤出射出来发散的光经过透镜的一些列整形,将一束光分成两束单独的光束,通过机构的精调系统,调节透镜的间距,以此来调节两个光斑的间距。
初始条件的确立
在光学设计开始确立初始条件,并且设计光学镜头的初始结构,透镜组材料选择为优质光学玻璃 , 材料增透处理,透光率为99%+, 折射率=1.51630 色散=0.00806 阿贝数=64.06。激光光源为940半导体激光器
模型的建立
透镜3D模型建立的基础就是针对透镜中光学表面的设计, 一般有偏微分方程和试错法两种。偏微分方程是根据Snell定律和能量守恒建立多项式求解反射折射的曲面面型, 通过编程计算出离散点的坐标, 再导入软件中成型;试错法是在软件中直接建立相应的曲面, 再通过模拟光线追迹出结果, 根据结果与实际要求的偏差修改曲面。本文采用第二种方法直接在Solid Works软件中建立模型。
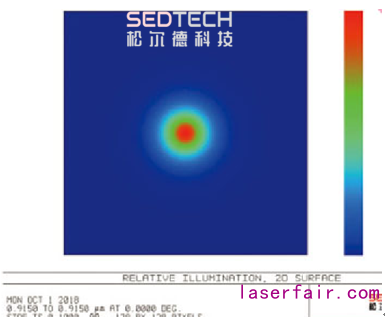
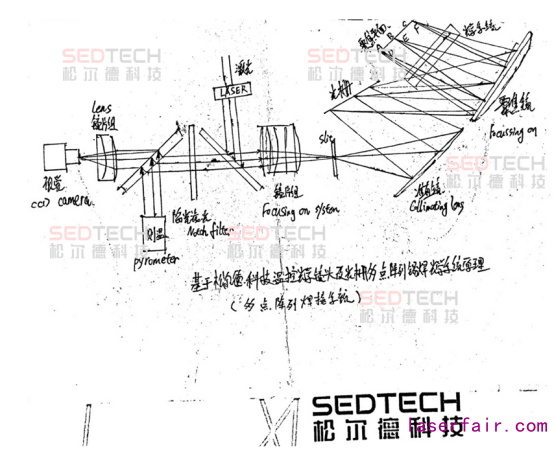
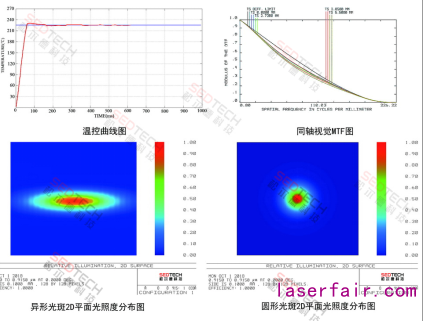
经过zemax仿真模拟可以获得其中一支光斑的2d平面光照度分布图。
在实验室对产生的两束裸露光斑分析仪下分析光学形态如下图:
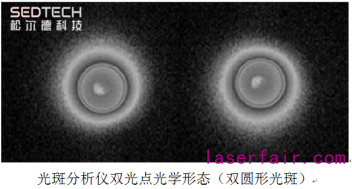
实际上获得的光斑与理论光斑存在一定的微小差异,但这样的差异本身是实验设计所允许的范围内,所以我们定义为此种光学形态是符合实验要求的。
案例实验
选取双引脚线束进行双光斑焊接,使得激光的两束光束照射至两个焊盘上,焊料覆盖于两个焊点,通过一系列参数设定后,观察激光锡焊效果,如图1,图2,图3,可以看见熔锡的状态:
由于两束光斑最终的落点并不在红色十字中心点,因此十字中心点的pcb板无需担心会被烧伤,再加上松尔德科技本身实验的机台带有温度控制系统,对焊盘和PCB板的保护是比较周全,则我们此次的重心直接观察两个焊点的焊接效果即可。以上实验可以看出,双光点设计对于规则成对出现的焊点比用单光点焊接效率更高。
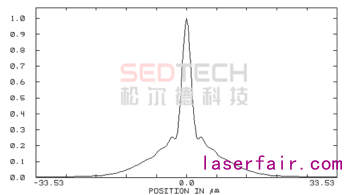
为了更加全面了解单个光点的光学形态分布情况,调取理论计算里面的FFT LINE/EDGE SPREAD 光学边缘响应关系谱图,如下图
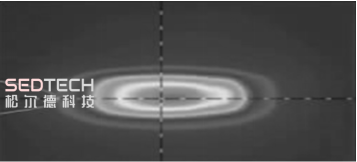
以此类推,通过光学设计还可以用以上方法设计出3-4光点的光学系统,如果遇到更多阵列焊点,可以引用光栅阵列光焊接方法,将一束光通过特殊的光栅光学元器件分成间距相等的若干个光斑,对于多个焊点同时焊接的方式等,原理如图下所示:
可以利用特殊的光栅器件组合成多光点点阵列焊接,如上图ABCDEF....聚焦点。
矩形光斑设计及应用
通过以上双光斑设计的方法,还可以进行矩形光斑设计。
透镜出光表面建立微型阵列结构, 由图4可以看出, 单个透镜组出光为圆形光斑, 为改变光斑形状需要在表面增加矩形阵列结构以获取矩形光斑, 矩形阵列通过自由曲面旋转挤压而成;在此建立不同的微型结构可以得到不同形状的初始光斑。
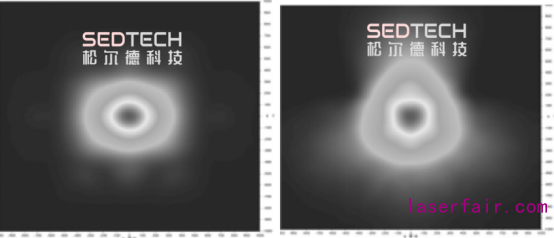
图4
实际上得到的初始光斑并不能满足我们的实验要求,更不能满足实际生产要求,因此需要再组合其他透镜进行多次光学整形,尽可能的接近我们需要的理想光学形态。
在经过多次实验后基本上可以得到满足要求的矩形光斑。如图5:

图5
此时矩形光斑形态对于矩形焊点加热填充效果将会更加均匀。比如,方形镀金焊盘,如果用圆形光斑加热,焊盘周边容易脱落,因为热量的不均匀性,可能导致镀金焊盘整个脱落。
矩形光斑通过调节矩形长宽变化,可以对矩形周围均匀加热,温度控制更加得心应手。
实际得到的矩形光斑
实验案例:
如图7,细长的矩形焊盘与线束产品的焊接,如果使用圆形光斑,线材和焊盘都无法均匀加热,导致局部温度较高,要么烧毁产品,要么熔锡不彻底,无法覆盖整个焊盘。图6采用的光学形态为矩形光斑形态,通过调节矩形长宽比,得到满足焊接此产品的光学形态,可以在焊接的过程截图中看出,整个焊盘在加热过程让锡条首位同时受热,因此不会产生锡条变形扭曲而导致的无方位翘曲,熔锡的整个过程一蹴而就,顺利覆盖了整个焊盘,焊点结晶过程非常饱满圆润。
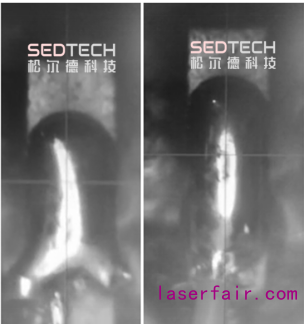
图7
改用圆形光斑,如图8,同样参数焊接则锡熔锡缓慢,熔融的锡因为焊盘热量不均匀,并不流向温度较低的位置,再到后面锡丝直接翘曲,对产品分析有泛黄现象,焊接品质NG。
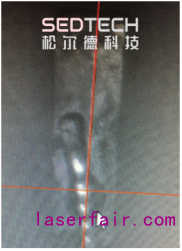
图8
矩形光斑还有一种光学形态就是,细长比更高,几乎程一字型条形光斑,一般细长比越高,需要的镜片系统就越复杂,在焊接微小焊盘时,如果微小焊盘排列成长长的一排时,不管圆形光斑还是矩形光斑效率都比较低。此时就需要用到一字型光斑。
一字型光斑设计是偏微分方程是根据Snell定律和能量守恒建立多项式求解反射折射的曲面面型, 通过编程计算出离散点的坐标, 再导入软件中成型计算。
前面讲的激光发射的光通过光纤传输至某一个平面端面,一般程圆形状态,此时的激光光束虽然在你平面上呈现的是圆形状态,但是其本身的光束是处于发散状态的,要得到一字型细长光斑,首先需要对光斑的发射状态进行均匀的整形,利用多个镜片组和非常规镜片组合得到一条细长的光斑形态如图8:
对一字型细长光斑,可以观察zemax点列图的分布情况判断光的落点密度情况,增加光线的密度可大致看出一字型形态的光斑的光束分布情况还比较平均,如下图
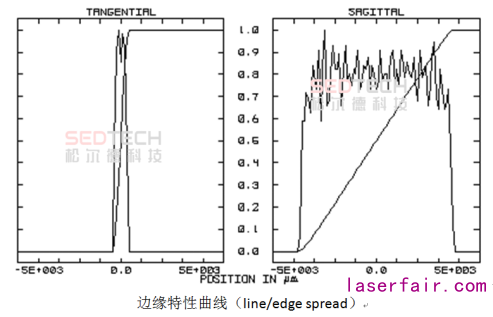
通过软件采集条形光的边缘特性曲线(line/edge spread)如下图:
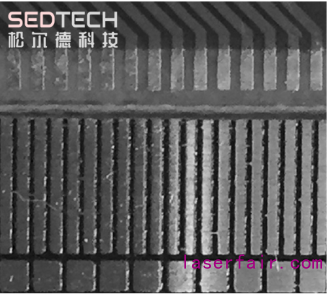
显微镜下间距为0.1mm的密集焊点产品
选用松尔德科技点锡激光锡焊一体实验平台,对产品做一次自动上锡膏的操作。

点锡激光焊一体机
自动点锡完成后再CCD成像下的显示结果如下图

因为为实验环境,我们并没有让机台直接进行自动化循环,将机台退至激光焊接头下观察点锡情况,在确认点锡一致性较好的情况下,我们对激光焊接参数做了一些列设置。
考虑到时一字型细长光斑,焊点间距为0.1mm,焊点过小,需要将相机倍率加大方便人眼观察,在倍率改变的同时,也对一字细长光温度设定条件做了一系列限制,再确认无误后,开始锡焊。
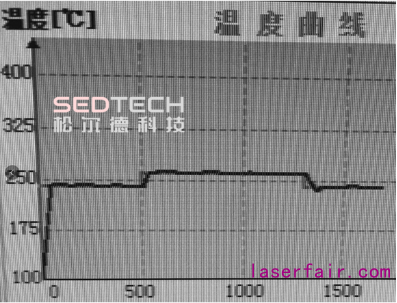
首先观察激光升温的温度曲线
温度曲线
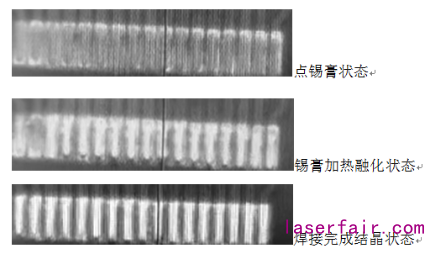
在升温阶段,预热阶段和焊接段激光加热焊盘的温度被牢牢的控制在了所设定的范围内,没有任何异常,因此我们排除温度不稳定而形成的各种影响,再把注意力集中到产品焊接的变化过程,如下图:
一字型细长光斑典型应用场景
实际上能在短的时间完成一字型排列的密集型焊点焊接,得益于松尔德科技优秀的光学设计能力和优秀的激光控制能力。
松尔德科技光学性能参考图
我们知道,激光器一般都属于破坏型加工,例如三大应用:打标,切割,焊接,都是利用激光的高能量高密集度对产品本身产生冲击;而利用激光器对电子产品做微精密焊接则绝对不能再利用这种破坏型加工方式来完成。激光在锡焊行业的应用主要还是利用光热原理来完成的,利用激光加热时间短,无接触加热的特点,那么就需要强大的研发能力,而光学设计和结构设计,激光控制,电气控制,上位机控制缺一不可,也正是因为松尔德团队紧贴市场痛点,急客户所急,已客户的需求为己任,不断开拓进取不断投入研发设计,攻克一个一个工艺难点,才能在客户群里积累不少优良的口碑。松尔德科技这个年轻团队将紧贴产业发展,不断开发新一代锡焊产品,为激光行业,为电子行业产业升级贡献一点微薄的力量。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

