





近年来高功率高光束质量的激光器在各行材料加工行业的应用得到迅猛发展,激光器种类繁多:不同结构分为气体激光、固体激光、光纤激光、半导体激光成为支撑材料加工行业的主流;其波长范围从远红外到深紫外均能覆盖到(200nm~20um),不同的行业亦会使用到不同的功率范围,不同的光束质量,不同的激光输出方式等等。在加工薄膜非金属材料,半导体晶圆切割,有机玻璃切割、钻孔、打标等领域为了减少热效应影响,希望小孔径光斑作用及高峰值功率,紫外激光的作用和地位就是那么的出色和不可替代。
对于金属加工的波长多为红外波段,以期望高功率高热量来作用加工金属,但其红外或可见光通常靠产生高亮度的局部加热使材料气化、熔化的方式来进行加工。但这种热量会导致激光作用区域的周边材料受到影响甚至被破坏,因而限制了加工边缘质量和工业应用范围。而紫外激光是短波长高能量光子激光,其作用到物质上是直接破坏材料原子组分的化学键,而不产生热量,所以一般都把紫外激光加工称作“冷”加工。
紫外激光在市场上主要有两种:气体紫外激光器、固体紫外激光器。固体紫外激光器由于其效率高及体积小等优点在市场上占有较大份额。固体紫外激光器还有着半导体泵浦激光器的优点:热损耗低,晶体吸收效率高,易维护,峰值功率高。
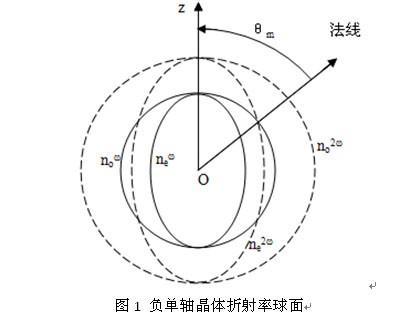
固体紫外激光器一般选用基频1064nm红外光进行3倍频输出266nm,抑或先倍频成532nm,再由532nm倍频光与未转换的基频光和频成355nm进行输出。倍频一般采用高透非线性晶体,形式一般有角度匹配及温度匹配,而结构又可以分为腔内倍频及腔外倍频两种。实现相位匹配条件的方法:由于一般介质存在正常色散效果,即高频光的折射率大于低频光的折射率,如n2ω―nω大约为10-2数量级。?k≠0。但对于各向同性晶体,由于存在双折射,我们则可利用不同偏振光间的折射率关系,寻找到相位匹配条件,实现?k=0。此方法常用于负单轴晶体,下面以负单轴晶体为例说明。图2中画出了晶体中基频光和倍频光的两种不同偏振态折射率面间的关系。图中实线球面为基频光折射率面,虚线球面为倍频光折射率面,球面为o光折射率面,椭球面为e光折射率面,z轴为光轴。
折射率面的定义:从球心引出的每一条矢径到达面上某点的长度,表示晶体以此矢径为波法线方向的光波的折射率大小。实现相位匹配条件的方法之一是寻找实面和虚面交点位置,从而得到通过此交点的矢径与光轴的夹角。图中看到,基频光中o光的折射率可以和倍频光中e光的折射率相等,所以当光波沿着与光轴成θm角方向传播时,即可实现相位匹配,θm叫做相位匹配角。
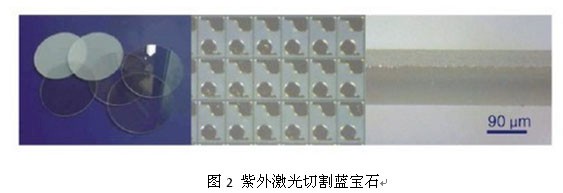
紫外激光加工在高端应用市场主要有下列用途:晶圆基片切割,太阳能电池板切割,玻璃材料切割,有机材料标刻,微电路生产,微纳米加工生产等等。一般晶圆材料坚硬,体积小加工精度要求高,采用物理划片机进行加工,震裂方式分离,会造成崩边,切口不良,刀口钝化等现象,限制产品良率的提高,而采用紫外激光器进行蓝宝石基底,半导体晶圆基底的切割可以得到更小的切口,和高速切割而无热区影响,大大提高良率。
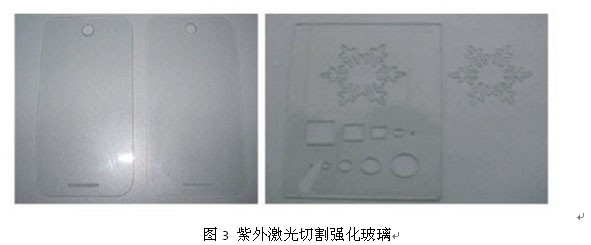
紫外激光的应用在智能型手机崛起的带动下,也逐渐有了发展的空间。过去因为手机的功能不多,而且激光加工的成本高昂,激光加工在手机的市场中占有的地位并 不多,但是现在智能型手机的功能多,整合性高,在有限的空间内要整合数十种的传感器及上百个功能器件,且组件成本高,因此对于精度、良率及加工要求均大大 增加,紫外激光在手机产业发展出多种应用。
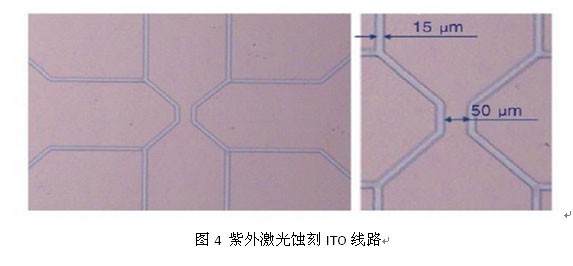
智能型手机的最大特色就是触屏的功能,电容式触摸屏可以做到多点触控,对应电阻式触摸屏,其寿命更长、反应更快,因此电容式触摸屏已成为智能型手机选择的主流。
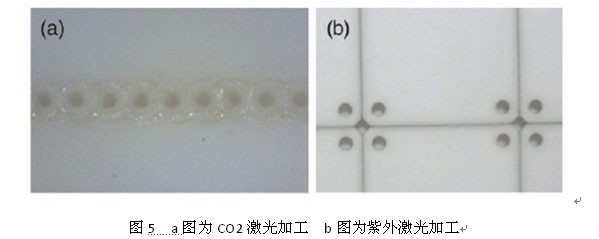
陶瓷在人类历史中一直占据重要的角色,从日用品、装饰用品到工业应用,都可看到它的足迹。上个世纪电子陶瓷应用逐渐成熟,应用范围更广,例如散热基板、压 电材料、电阻、半导体应用、生物应用等,除了传统的陶瓷加工工艺外,陶瓷加工也因应用种类的增加,进而进入了激光加工领域。按照陶瓷的材料种类可分为功能 陶瓷、结构陶瓷及生物陶瓷。可用于加工陶瓷的激光有CO2激光、YAG激光、绿光激光等,但是随着元器件逐渐小型化,以及YAG激光或光纤激光加工已经无法满足其要求,因此紫外激光加工成为必要的加工方式,他可对多类陶瓷进行加工。CO2激光加工与紫外激光 加工的陶瓷切割效果对比图如下:
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

