





前言
增材制造(Additive manufacturing,AM)技术是近20 来信息技术、新材料技术与制造技术多学科融合发展的先进制造技术。增材制造被誉为有望产生“第三次工业革命”的代表性技术,是大批量制造模式向个性化制造模式发展的引领技术。增材制造应该定位在传统制造技术难以低成本、高效率完成的复杂结构制造。因此,利用增材制造的原理,拓展增材制造的应用是增材制造与传统制造技术竞争的必由之路。增材制造依据CAD 数据逐层累加材料的方法制造实体零件。其制造原理是材料逐点累积形成面,逐面累积成为体。这一成形原理给制造技术从传统的宏观外形制造向宏微结构一体化制造发展提供了新契机。
制造技术长期以来多制造结构的外形,微观结构控制多是材料学科的工作。人们期待发展新的制造技术,力求实现宏观外形结构与微观组织结构的一体化制造,使得零件制造短流程化,实现结构优化、材料节约和能源节省。《Science》上多篇论文反映出这一发展趋势。美国西北大学的OLSON[1]把系统工程思想引入到材料设计和结构制造过程中,提出了多层次结构的计算机辅助设计技术,认为材料设计、结构制造是一个系统工程,不同尺度下的组织结构决定了其各自的性能特点,而且工艺、组织、性能之间关系的良好集成能够实现多尺度结构设计的概念。通过改变组成物质的种类、组合方式(显微结构的几何和拓扑特征)、制备工艺可以改变所制备的材料的宏观性能(物理性能、力学性能、生物学性能等),由此可以设计和制造新结构。因此,如何将材料设计与制备的系统工程思想引入制造环节,实现材料设计、制备、成形一体化,将是制造科学与技术的发展方向。
在组织结构设计与制造一体化方面,美国贝尔实验室AIZENBERG 等[2]提出了直接制备微模板化单晶的方法,可以制备出毫米级带有亚微米级微孔的单晶体,并且可以控制单晶的方向。德国麦克斯普朗克生物物理化学研究所的WANKE 等[3]研究了光子带隙微结构的激光快速成形方法,制备出了66μm和133μm的三维网格,通过这种结构可以控制材料的光学性能。澳大利亚昆士兰大学的SERCOMBE等[4]研究了铝质零件的快速成形制造方法,其突出特点是在铝粉成形后烧结工艺中通入氮气,使得铝基体中形成坚硬氮化铝网架,从而改进了材料的组织性能,并保证了制造的自由性和零件的制造精度。这些研究工作表明,科学家正在将材料微结构与材料宏观结构制造相结合,实现不同尺度下组织结构的可控制造,以满足力学性能、物理性能或化学性能的需求。
基于增材制造材料可控逐点堆积的原理,发展“宏微结构一体化制造”是实现“材料-设计-制造”一体化的方向。西安交通大学立足此学术观点,探索了不同材料由点到面再到体的材料堆积成形的共性科学规律,面向金属、陶瓷和复合材料,融合冷热加工过程,实现构件的控形控性制造。研究了金属材料、陶瓷材料、复合材料的增材制造原理、装备和典型应用,拓展了生物组织器官制造、金属组织定向晶组织结构制造、光子晶体制造等研究方向,为宏微结构一体化增材制造技术的发展探索新方法。
1 金属零件控形控性制造-空心叶片
激光金属直接成形是一种新的成形方式,具有无模具、短周期、低成本、高性能和快速响应能力等特点,使其在维修与再制造、关键零件制造、快速模具制造、梯度材料制造等领域具有极大的应用价值。它采用了增材制造方法,不受零件形状的限制,可以直接快速成形比较复杂的零件,是制造技术的发展方向。空心叶片是燃气轮机的核心部件,其复杂的空心结构和定向晶组织使得制造技术面临极大挑战。其中,如何实现定向组织结构与复杂外形的同步制造是技术难点。西安交通大学以空心涡轮叶片制造为研究目标,建立了空心涡轮叶片直接制造的技术路线和装备系统,在制造叶片结构形状的同时,控制叶片定向组织。
ZHU等[5]研究了成形结构尺寸对粉末流场汇聚特性的影响规律。激光金属直接成形中,金属粉末流场存在动量和质量输送的物理动态变化过程,经过同轴送粉喷嘴的粉末汇聚特性将直接决定熔覆层精度和性能。随着堆积层数增加,成形件结构尺寸(主要包括高度和宽度)发生变化,粉末颗粒与成形件和基板发生碰撞和反弹进而导致粉末流场出现波动。与自由射流状态相比,激光金属直接成形中(受阻射流),粉末流场汇聚点浓度增大且汇聚焦点上移,粉末汇聚焦距减小(0.4 mm);随着成形件高度增加,熔覆点处粉末流场浓度降低,粉末流场汇聚性变差;随着成形件宽度增加,熔覆点处粉末浓度增加,汇聚特性变好。
PI 等[6]研究发现了多层激光金属直接成形的自稳定机。激光金属直接成形中,激光焦距、粉末汇聚点和激光熔池点的相互关系直接影响成形质量。对于开环激光金属直接成形系统,在制造过程中通常由于工艺参数不稳定而产生表面凹凸,影响成形质量。若在下一层熔覆时,凹陷处熔覆层厚度增加,同时凸起处熔覆层厚度减小,则成形过程中的凹凸现象能得到很好的形貌自稳定,使激光成形表面形貌的凹凸现象消失,并平稳堆积成形。整个成形过程一直存在这样的形貌自稳定机制,保证成形平整、稳定进行。在不同粉末汇聚情况下进行了零件成形试验,试验结果表明,在粉末负离焦情况下,成形过程存在与理论分析相一致的形貌自稳定效应,当采用粉末负离焦和逐层降低功率相结合的方法,激光直接成形二维垂直方向薄壁零件,表面粗糙度平均达到10.5 μm。
本课题组重点研究了材料组织直接控制规律。控制激光金属直接成形过程环境温度,可以控制零件内部组织为柱状晶且定向生长,即成形过程是一个定向凝固的过程。为了控制温度梯度,防止定向晶向等轴晶转变,除了优化工艺参数外,课题组发展了采用低温氩气随形冷却零件的方法,低温氩气喷嘴和同轴送粉喷嘴固定在一起,随着零件的增高,低温氩气对零件进行随形冷却,现阶段的随形冷却由于结构的限制还只适用于直线零件,冷却过程中采用红外比色点温仪测量温度来反馈控制低温氩气的流量。液氩随形冷却试验表明,随着激光沉积层数的增加,由于热量累积使得通过基板散热效率变低,熔池温度梯度变小,从而在零件底部形成定向晶组织,而在零件顶部形成等轴晶组织;通过增加液氩随形冷却装置,从零件底部到顶部均可形成定向晶组织(图1)。因此,采用液氩随形冷却可有效控制定性晶组织的形成。
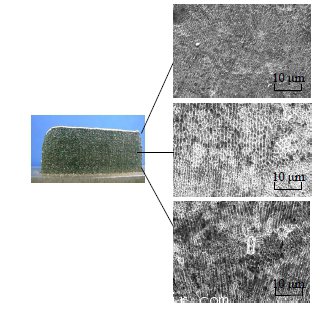
(a) 无液氩随形冷却
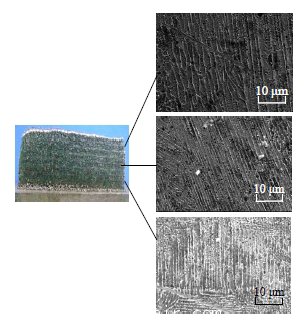
(b) 有液氩随形冷却
图1 液氩随形冷却对零件微观组织结构的影响
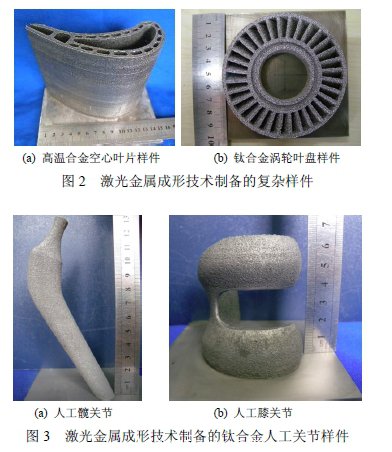
采用DZ125L、FGH96 高温合金和钛合金,对空心涡轮叶片和整体涡轮叶盘的激光金属成形工艺进行了研究。采用粉末负离焦的形貌自稳定效应、组合式扫描、逐层降功率、中间高两边低的扫描速度策略等成形技术,用激光金属成形技术制备出了较高表面质量的某型双工质复杂空心叶片样件和形状复杂的钛合金闭式整体涡轮叶盘样件(图2),以及钛合金人工关节样件(图3)。
2 陶瓷零件直接制造-光子晶体
陶瓷材料具有优良的高温力学性能、抗腐蚀和磨损性能、良好的物理化学性能。陶瓷零件制造需要模具,因此难以制造具有复杂结构的陶瓷零件,发展复杂结构陶瓷零件直接制造新方法是制造技术的发展方向之一。光子晶体将是影响信息技术未来发展的一种新颖器件结构,多由高介电陶瓷材料制造而成,内部具有点阵微结构使得其制造技术成为应用的瓶颈。西安交通大学采用增材制造技术,围绕着三维光子晶体制造工艺及其微波传输性能开展了探索性研究。研究了陶瓷材料光固化直接制造方法[7],研制了基于硅溶胶的水基陶瓷浆料制备工艺。在研究光引发剂、固相质量分数、粒径等因素对陶瓷浆料光固化特性(固化厚度和光敏参数)影响的基础上,制备出了符合要求的陶瓷浆料。研究了陶瓷浆料的光固化成形机理,试验研究发现,激光照射到陶瓷粒子上产生强烈散射,陶瓷浆料直接成形单条固化线的截面轮廓为扁平状,单条线固化宽度和固化厚度均随扫描速度增加而减小。建立了单条线固化宽度和固化厚度的预测模型,为工艺智能化提供基础。
研究了不同扫描方式对于陶瓷浆料单层固化厚度的影响规律,发现在交替扫描方式下,陶瓷浆料的单层固化厚度大于分层厚度且具有较高的成形效率。研究发现,单层固化厚度随扫描间距增加而降低,建立了临界扫描间距几何模型,确定了最小扫描间距,并进行了试验验证。试验研究了分层厚度、扫描方式、轮廓扫描速度和光斑补偿对成形精度的影响规律,发现分层厚度为0.15 mm 时,陶瓷零件的成形精度最高;扫描方式对陶瓷零件的成形精度影响不大,当光斑补偿值采用0.25~0.40 mm 时,陶瓷零件成形精度最高。研究了表面台阶效应对于表面粗糙度的影响,发现陶瓷零件上下表面粗糙度在倾斜角为15皚时达到最大值,但其试验测量值远小于理论计算值。所设计制备的具有复杂空间结构的叶轮盘模型及陶瓷零件如图4 所示。
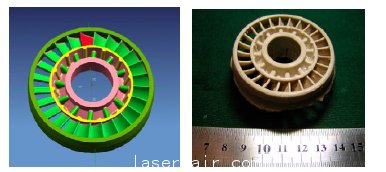
图4 叶轮盘模型及光固化成形陶瓷零件
所制备的三维陶瓷光子晶体如图5 所示。在工艺研究的基础上,研究了光子晶体结构设计与电磁波传输性能的关系。试验结果表明,在标准光子晶体结构中引入线缺陷,原来落入禁带的电磁波能够沿着线缺陷的方向传播,同时不会发生因传播过程中自发辐射而造成的能量耗散。研究了光子晶体作为微波天线基板的应用特性,采用具有特定禁带的光子晶体作为偶极子天线基板,减少或完全屏蔽了背瓣的辐射能量,使得偶极子天线的辐射效率提高了10 倍。
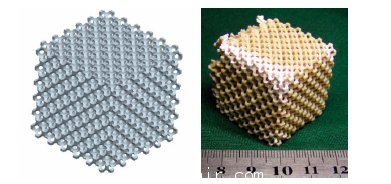
图5 设计和制作的陶瓷光子晶体
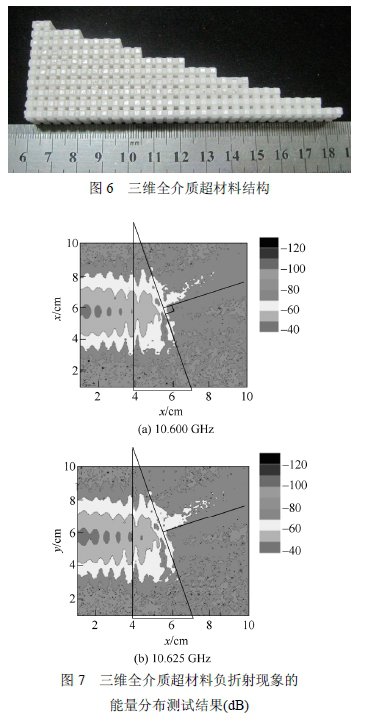
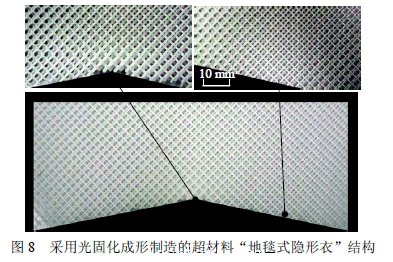
采用增材制造工艺,设计并制造了三维超材料试样,如图6 所示,试验测试结果表明,所制造试样对特定频段的电磁波能产生负折射现象[8]。研究发现了光子晶体负折射性随微结构和材料变化的规律,研究了三种微结构形状的光子晶体负折射性能,发现负折射的中心频率变化范围很小,测试结果如图7 所示。正方形微结构频率宽度最大。认识了各参数对光子晶体负折射性能的影响规律,为负折射特性光子晶体的主动设计和制造奠定了基础,实现了传统材料或结构难以实现的电磁波传输性能,为未来的器件应用提供了实现手段。以木堆光子晶体为基本的单元结构形式,通过改变局部结构单元填充比来调控其电磁参数(介电常数、磁导率),设计出了地毯式隐形衣(图8)[9]、电磁黑洞等器件,实现了具有特殊功能的电磁波性能调控,研究成果将会推动超材料从前沿研究向实际应用发展。
3 生物组织制造-关节骨/软骨组织
自然关节骨软骨复合体梯度分层结构及各层之间不同的材料组成是关节软骨发挥其生理功能的基础。关节表面的软骨组织和下层的骨组织材料不同,界面的微结构影响软骨的性能和软骨对骨的附着性。认识软骨组织与骨组织的界面结构并制造这些仿生结构是发展关节组织工程的方向。通过对自然骨/软骨界面分析,设计并制造了一种新型从材料到结构仿生软骨/骨梯度组织工程支架,以解决目前骨软骨组织工程中存在的难题。
综合应用扫描电镜、微计算机断层扫描技术(Micro computed tomography,Micro CT)与组织学染色切片的方法,分析了骨软骨组织的组成与其界面的微结构特征[10]。针对仿生软骨/骨梯度组织工程支架的制造需求,将骨软骨界面的微结构总结归纳为板层、锚定、嵌锁和管道等,并对其进行了量化分析,建立了骨软骨复合体微结构的设计方法,为新型骨软骨组织工程支架的设计提供数据支持。利用组织染色切片、扫描电镜、Micro CT 三种方法从不同尺度和形态研究了骨软骨界面的3D 结构。通过对股骨髁模型与骨软骨界面微结构的生物力学有限元分析发现,股骨髁表面软骨厚度的分布有利于应力、应变的分散。股骨髁软骨中央区域承受的应力、应变大于边缘区域,而中央区域因具有更大粗糙度的界面结构则更有利于应力与应变的分散。基于此,建立了软骨形态、骨软骨界面微结构与关节生物力学性能之间的关系。这三者互相影响,彼此适应,共同保证了关节的正常的生理功能。
BIAN 等[11-12]研究并设计了一种新型的从结构到材料构成全方位仿生的软骨/骨梯度组织工程支架,并对支架的制造工艺进行了摸索。采用陶瓷直接成形制造的β-TCP 生物陶瓷骨支架,在微孔孔径、连通孔径、力学性能等方面均达到了理想骨组织工程支架的要求。利用凝胶注模工艺将Ⅰ型胶原水凝胶复合到骨支架上,软骨支架突起伸入并充满骨支架界面连接结构,Ⅰ型胶原与β-TCP 紧密结合,所形成的复合支架[11]最大抗剪切力为11.8 N±6 N,有助于解决传统软骨支架抗剪切性能差、容易脱层的问题(图9)。
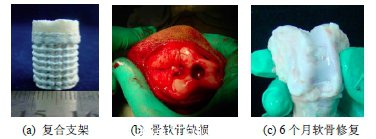
图9 骨软骨复合支架与动物试验
针对犬和兔膝关节大面积骨软骨缺损,利用所制备的软骨骨复合支架开展了动物试验研究。发现新生软骨与陶瓷支架结合紧密,形成了类似于自然骨软骨的连接结构。新生软骨无论从大体标本和组织学评价均与关节透明软骨高度相似,软骨/骨的结合力达到55 N,接近于自然软骨水平,新生软骨的弹性模量与透明软骨的弹性模量相匹配,初步实现了工程化软骨的功能化。
4 生物器官制造-植入式人工肝组织
肝脏是人体最大的“生化加工厂”。中国肝病毒携带者高达1.3 亿人,其中慢性肝炎患者有3 000万。肝脏移植是最有效的治疗手段,然而供体的匮乏一直制约着肝脏移植。研究旨在将工程化制造与生物自体生长相结合,制造具有一定时效和肝功能的肝组织,解决供体匮乏的问题。这些研究为增材制造技术向软组织材料发展提供新思路[13-14]。本课题组研究了人工肝组织支架材料。对丝素白/明胶、鼠尾胶原水凝胶以及其他修复材料(如壳聚糖)的材料配比、工艺性能、体外细胞毒性和体内植入生物相容性进行了研究。确定了以丝素蛋白/明胶为体外动静态培养研究的支架材料;以糖化鼠尾胶原水凝胶和高浓度鼠尾胶原水凝胶作为异位修复压印仿生支架的材料。
本课题组研制了适合微结构成形的逐层压印叠加成形装备,实现了压印工艺的自动化增量成形,成形平台达到250 mm?50 mm,定位精度达到0.1 mm。在对肝组织结构分析的基础上,设计了人工肝组织支架的仿血管树[15]和仿肝小叶两种仿生结构[16],并对其微观流道结构进行了流体分析,确立了最佳管径比和最佳夹角。针对仿血管树支架和仿肝小叶支架j构,研究并建立了仿生支架压印卷裹成形和层叠成形工艺方法。最新提出的丝素蛋白/明胶材料的冰模压印成形方法,消除了支架表面成膜的问题,大大提高了支架微观结构的连通性,有效促进了细胞的活性和扩增[17](图10[15])。
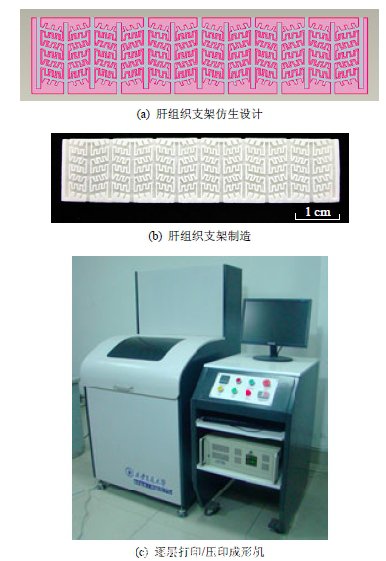
图10 生物软组织支架的仿生设计制造
本课题组研制了具有氧合功能的生物反应器及培养系统,用于体外构建人工肝组织,一次可以同时带动三个生物反应器,每个生物反应器可装载并培养6 个人工肝组织块,体积达到1 cm3 以上。开展了人工肝组织动物体内修复试验,即原代肝细胞\成纤维细胞\仿生支架构成的压印人工肝组织体内异位修复。修复对象包括正常SD 大鼠、F344 近交大鼠和SD 大鼠肝硬化模型的修复。通过体内植入修复试验,取得了良好的进展。
压印肝组织通过成纤维细胞与肝细胞的共培养,以及采用高浓度鼠尾胶原水凝胶两项措施,使人工肝组织在体内成活时间达到28 d,人工肝组织厚度达到2 mm 以上,面积达到1.5 cm×5 cm,国外研究的人工肝组织成活时间达到90~140 d,但厚度最大只有250μm ,面积不到1 cm2,主要是表面培养。立体化结构是自然肝组织的一个重要特征,是实现许多肝功能和肝组织结构的前提。本研究发现,植入体内的人工肝组织的肝细胞发生了有规律的组合的迹象,形成了类肝细胞索,这是人工肝组织向自然肝组织转化和形成胆管的前提,在国内外刊物中鲜见相关报道。下一步将把内皮细胞、成纤维细胞和肝细胞共同培养,同时提高水凝胶的结构保持性,使植入体内的人工肝组织形成必要的血管网,有可能使人工肝组织在体内进一步向自然肝组织转化。
5 结论
(1) 增材制造是大批量制造模式向个性化制造模式发展的引领技术,其突出的优势在于在实现低成本高效率复杂结构制造。材料逐点累加这一成形原理给制造技术从传统的宏观外形制造向宏微结构
一体化制造发展提供了新契机。
(2) 外形宏观结构与微观组织结构的一体化制造,使得制造过程短流程化。面向金属、陶瓷和复合材料,融合冷热加工,实现构件的控形控性制造。这一原理在金属材料、陶瓷材料、复合材料的成形制造中有着其他制造方法难以替代的优势。
(3) 以金属组织定向晶组织结构制造、光子晶体制造、生物组织器官制造为例,展现了增材制造技术的优越性,拓展制造技术的应用范围,为制造技术展示出了新的发展前景,为相关学科和产业的发展提供制造技术支撑。
参 考 文 献
[1] OLSON G B. Computational design of hierarchically structured materials[J]. Science, 1997, 277:1237-1242.
[2] AIZENBERG J, MULLER D A, GRAZUL J L, et al.Direct fabrication of large micropatterned single
crystals[J]. Science, 2003, 299:1205-1208.
[3] WANKE M C, LEHMANN O, MULLER K, et al. Laser rapid prototyping of photonic band-gap microstructures[J].
Science, 1997, 275:1284-1286.
[4] SERCOMBE T B, SCHAFFER G B. Rapid manufacturing of aluminum components[J]. Science,2003, 301:1225-1227.
[5] ZHU G X, LI D C, ZHANG A F, et al. The influence of laser and powder defocusing characteristics on the
surface quality in laser direct metal deposition[J]. Optics and Laser Technology, 2012, 44(2):349-256.
[6] PI G , ZHANG A F, ZHU G X, et al. Research on the forming process of three-dimensional metal parts fabricated by laser direct metal forming[J]. International Journal of Advanced Manufacturing Technology, 2011, 57(9-12):481-487.
[7] ZHOU W Z, LI D C, CHEN Z W. The influence of ingredients of silica suspensions and laser exposure on
UV curing behavior of aqueous ceramic suspensions in stereolithography[J]. International Journal of Advanced Manufacturing Technology, 2011, 52(5-8):575-582.
[8] LIANG Q X, LI D C, HAN H X. Diamond-structured photonic crystals with graded air spheres radii[J].
Materials, 2012, 5(5):851-856.
[9] YIN M, TIAN X Y, HAN H X, et al. Free-space carpet-cloak based on gradient index photonic crystals in
metamaterial regime[J]. Applied Physics Letters, 2012,100(12):124101.
[10] LIU Y X, LIAN Q, HE J K, et al. Study on the microstructure of human articular cartilage/bone interface [J]. Journal of Bionic Engineering, 2011, 8(3):251-262.
[11] BIAN W G, LI D C, LIAN Q, et al. Fabrication of a bio-inspired beta-Tricalcium phosphate/collagen scaffold based on ceramic stereolithography and gel casting for osteochondral tissue engineering[J]. Rapid Prototyping Journal, 2012, 18(1):68-80.
[12] BIAN W G, LI D C, LIAN Q, et al. Design and fabrication of a novel porous implant with pre-set
channels based on ceramic stereolithography for vascular implantation[J]. Biofabrication, 2011, 3:034103.
[13] 吴任东,杨辉,张磊,等. 组织工程支架快速成形技术研究现状[J]. 机械工程学报,2011,47(5):170-176.WU Rendong, YANG Hui, ZHANG Lei, et al. Research situation of rapid prototyping techniques used for tissue
engineering scaffold[J]. Journal of Mechanical Engineering, 2011, 47(5):170-176.
[14] 颜永年,张婷,张人佶,等. 细胞及生物材料的成形制造技术[J]. 机械工程学报,2010,46(5):80-87.YAN Yongnian, ZHANG Ting, ZHANG Renji, et al.Forming and manufacturing technique for cells and biological materials[J]. Journal of Mechanical Engineering, 2010, 46(5):80-87.
[15] LIU Y X, LI X, QU X L, et al. Fabrication and cell culture of three-dimensional rolled scaffolds with
complex micro-architectures[J]. Biofabrication, 2012, 4:015004.
[16] HE J K, LI D C, LIU Y X, et al. Preparation of chitosan-gelatin hyrid scaffolds with well-organized
microstructures for hepatic tissue engineering[J]. Acta Biomaterialia, 2009, 5(1):453-461.
[17] MAO M, HE J K, LIU Y X, et al. Ice-template-induced silk fibroin-chitosan scaffolds with predefined
microfluidic channels and fully porous structures[J]. Acta Biomaterialia, 2012, 8(6):2175-2184.
作者简介:李涤尘(通信作者),男,1964 年出生,博士,教授,博士研究生导师。主要研究方向为增材制造与生物制造。E-mail:dcli@mail.xjtu.edu.cn__
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

