





小于100μm厚度微米尺度结构的薄金属箔的用于遮屏、电接触条、医疗设备和其他用途。这种结构的生产过程要求引起最小的机械和热应力的结构,同时提供经济上的可行性。
激光微切削是一种非接触式,节约成本的方法,如果激光热积累和辅助气体可以控制。为了经济效率,执行过程无毛刺或碎片是必要的,能够节省后续处理成本。
飞秒激光加工
上述流程需要在飞秒激光脉冲宽度范围内。飞秒脉冲加工新品质,源于非热能的消融效果。在飞秒的时间宽度内,材料融化过程类似于化学键的断裂,但没有融化。因为热量穿透深度,周围的融化区域几乎没有影响,这取决于脉冲持续时间低于10纳秒。由此得到优良的加工表面,获得良好的无毛刺切边。
关于热积累,烧蚀阈值影响必须考虑。由于材料特性值,并不是所有的激光脉冲能量都导致融化。光束焦点的周围区域和更深的材料层中,热影响没有达到阈值,导致剩余热量输入。由于阈值影响与脉冲宽度的平方根线性相关,飞秒脉冲热量输入远低于长脉冲或连续激光。通过调整光束偏差的策略,就算是高脉冲以十万赫兹的频率也可以保证区域内热量积累处于低水平,促进热敏感材料的处理。
此外,在飞秒范围内的非热能融化只需要低气压的辅助气体,所以气体流动不会改变细微结构。
切割实验结果
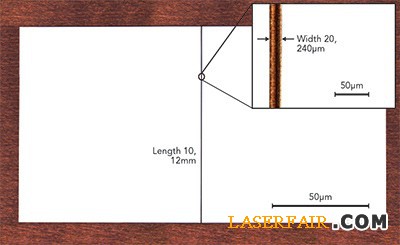
20至40μm厚度的铜片与钛片被用来证明切割20到100μm宽、长1至2厘米的缝。测试是用实验室中的10W的飞秒激光器(德国业纳的JenLas femto 10)加工,加上一个电流计扫描仪。当选定的部件是工业用料时,结果可以直接转移到工业应用结果。在单模和多模下直线切割,找到最佳烧融条件。切割质量取决于边缘的锐度或热变形。
飞秒激光的需求
光束质量是决定了良好的焦点和切割高精度。像JenLas femto 10的薄片型激光器的光束质量接近理论极限。薄磁盘良好的制冷和热控制,成就了高质量光束。薄片型激光器也无需担心工件的反射。
在切割质量不变的前提下,切割速度可通过脉冲重复率和脉冲能量提升。可调激光脉冲重复率的10W激光器用于提供程序。例如,50μJ脉冲能量在200khz,能够确保足够的能量用分光镜平行切割。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

