





近年来,随着工业PC 机性能的快速发展,可靠性大为提高,而价格却大幅度降低,以工业PC 机为核心的控制系统已广泛被工业控制领域所接受。在机床控制领域,采用工业PC 机,在流行的操作系统下发展通用的数控系统,已成为数控技术发展的最新潮流[1]。
激光冲击强化是一种新型的表面强化技术,它是利用强脉冲激光导致的高强度应力波冲击金属表面,使材料表层产生塑性应变,从而提高金属材料表面的强度、硬度等机械性能,并获得表面残余压应力状态(如图1所示)。目前,该技术的应用领域已不仅仅局限于强化航空用铝合金、钛合金、不锈钢、高温合金等材料,还拓展到航天、汽车、医学等领域。为了提高激光冲击强化技术的自动化程度,开发一套基于运动控制器的激光冲击强化数控系统。
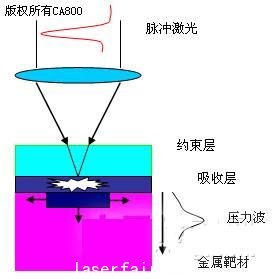
图1 激光强化处理示意图
1 数控系统的硬件结构
1.1 Galil运动控制器
在计算机数控系统中,起着关键作用的组成部分是其中的计算机数字控制装置和伺服系统,系统的计算速度、实时性、伺服更新速度、资源管理能力、数字通信、精密控制、微量进给等性能都取决于这两个部分。尤其是计算机数控装置,也就是运动控制单元,更是数控系统的核心单元模块,数控系统的性能、精度一定程度上依赖于运动控制单元的快速控制能力,由它可完成数控系统中实时性要求比较高的插补、位置控制、开关量I/ O 控制任务,实现CNC系统中多轴联动的插补计算、位置控制等功能,使用这样的运动模块并辅助以其他的设备部件,可以方便灵活地构建应用于不同场合的运动控制系统[2]。
PCI总线DMC-1842运动控制器是美国GALIL公司产品,采用32位微处理器,可控制1~4轴,其本身具有多轴直线插补、圆弧插补、轮廓控制、电子齿轮和电子凸轮(ECAM)等功能,板上有2M Flash 可擦写存储器及2M RAM,可存储用户程序、数量、数组和控制程序,并可脱机运行。
DMC1842控制器主要性能:
▲ 接收12MHz伺服编码器反馈信号,2MHz步进电机命令(脉冲+方向)。
▲ 带速度及加速度前馈、积分限制、Notch及低通滤波器的PID。采样周期62.5μs/轴
▲ 运动方式:JOG,PTP定位,轮廓,直线、圆弧插补,电子齿轮,ECAM
▲ 2M非易失存储器: 存储应用程序,变量, 阵列;2M RAM
▲ 每轴正、反向限位及回零输入
▲ 通用I/O:8/8
▲ 高速位置锁存及比较(0.1μs)
▲ 无刷伺服电机正弦波换向控制
▲ 上电自动程序运行
另外,配套的WSDK软件工具用于伺服性能自动调整和分析,ActiveX控件用于VB编程,扩展DLL文件用于C/C++高级应用编程,使得开发和应用变得方便。
1.2 机械本体结构概述
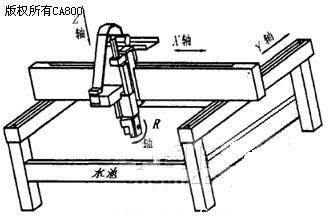
图2:系统机械本体结构示意图
数控系统的机械本体采用龙门式结构[3],共有四个传动轴,分别为X轴、Y轴、Z轴和R轴。X轴、Y轴和Z轴通过伺服电机连接丝杠驱动,可以实现三轴联动,其行程分别为800mm、600mm和400mm.。转轴由伺服电机经减速器减速来驱动,可连续运动,承重10kg。工作台面为一水池,水作为冲击强化的约束介质。在实际工作中,可以利用转台装夹工件(如叶片)通过工作台运动实现不同部位的强化,也可以通过运动轴上的反射镜实现光斑的移动,从而实现双工作方式。
1.3 控制系统硬件结构
该激光冲击强化数控系统采用工业PC机为基础,在工控机主板上的PCI扩展槽插上DMC1842多轴运动控制器,形成该系统的控制中心。工控机上的 CPU与运动控制器上的CPU构成主从式双微处理器结构,两个CPU各自实现相应的功能,其中DMC1842主要完成机床四轴的运动控制和相关开关量的输入输出控制。工控机则实现整个系统的管理功能。数控系统的硬件框图如图3所示。其中,PICM2900互联模块将控制器电缆转换成插线端子方式。
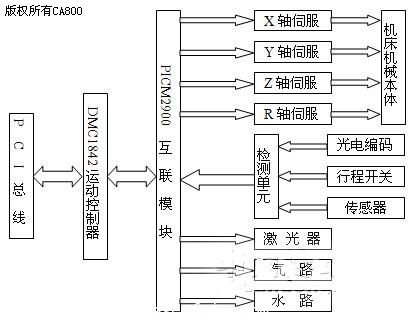
图3:系统硬件框图
2 软件开发
系统采用Visual Basic语言与Galil卡自身的语言综合开发。其中,VB主要用于界面设计、初始化及参数设置、指令转换以及和运动控制卡的通讯[4]。整个系统能实现的功能主要有:ISO标准G指令编程、圆弧与直线插补、运动路径的演示、故障监控与显示以及各个坐标值的实时显示等。
两种语言的合理运用,使得编程变得简单。例如,X轴以JOG方式运动,用两个按钮分别控制该轴启动与停止。相应的初始化完成后,程序如下:
Private Sub Command1_Click() ’X轴启动
Command1.SetFocus
DMCShell1.Command = "JG10000;"
DMCShell1.Command = "BGX"
End Sub
Private Sub Command2_Click() ’停止运动
Command2.SetFocus
DMCShell1.Command = "STX"
End Sub
3 结论
本文提出的系统控制方案中,由于采用了基于工业PC机的控制平台,并结合了Galil运动控制器良好的控制性能,使系统具有较强的开放性和可扩充性,人机界面友好。系统硬件具有较强的稳定性、实时性,可靠性好,运行速度快,控制精度高。
参考文献
[1] 章声. 基于PMAC的数控火焰切割机数控系统开发.机电工程,2002, 19(2):38-40
[2] 吴忠. 基于Galil运动控制器的切割机控制系统.机电工程,2003, 20(4):44-46
[3] 李显,殷苏民. 基于PMAC的玻璃雕刻机数控系统的研究和开发.兰州工业高等专科学校学报,2003, 10(4):25-28
[4] 王浩.高级Windows程序设计技术[M].上海:同济大学出版社,1997
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

