





1、 自定义程序实现原理
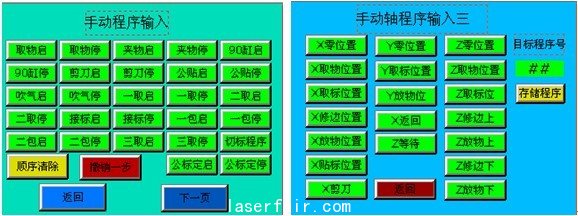
1) PLC程序记录用户按键顺序,来确定执行功能顺序。
2)按键功能可以重复使用,若程序输入错误可以按顺序清除后重新输入,或者撤销一步清除一个功能。
3)提供输入点判断功能(取物成功)用户程序具有存储功能目前最多可以存储10组工艺程序。
PLC程序实现方法:
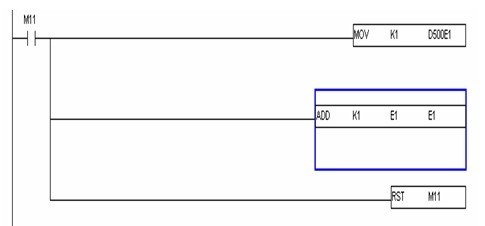
M11对应人机界面上按键取物气动,当按下按键后将按键对应的数值存储在PLC,D500开始的区间内,使用E1做地址修饰。然后将E1自增1,复位M11,表示一个动作已经存储完毕。用户只需要按安照工艺顺序依次按下按键即可将动作顺序存入PLC,根据PLC中存储的顺序调用子程序。 当自动运行开始M1标志有效,E2是自动程序顺序指针初始值是1代表程序执行用户所输入的第一个动作,每执行一个动作E2自增一也就是D500E2地址偏移一个位置。M100为调用子程序标志。每一个动作就是一个子程序。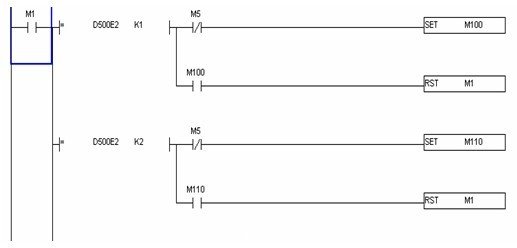
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

