




1.3 驱动控制系统结构和原理
相信大家在看了上一章节的刀架控制系统后一定会注意到这样的一个器件:驱动器。这就是我们这一章节重点介绍的驱动控制系统的一个主要元器件。驱动器可以将控制器输入的低电压转化为步进电机需要的高电压输出,它的作用是接收控制器CNC4320的控制指令即脉冲信号驱动步进电机按设定的方向转动一个固定的角度(及步进角)。
驱动器Q2BYG2245AM的实物图如图1.3.1所示。

图1.3.1 驱动器的正视和俯视实物图
驱动控制系统的原理图如图1.3.2所示。
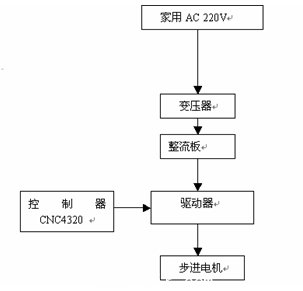
图1.3.2 驱动控制系统的原理图
CNC4320控制器有关驱动器的指令有很多部分如下表1.3-a。
表1.3-a
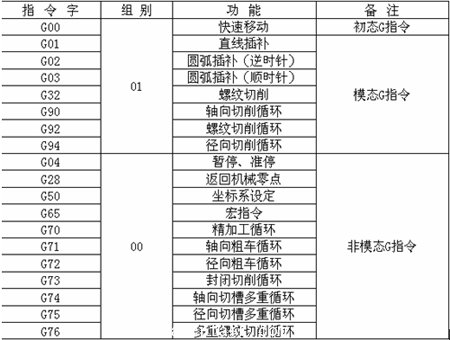
其实大部分指令都与驱动器有关,因为是它驱动刀架台在X,Z 轴的前后左右的运动。
1.4辅助控制系统结构和原理
整个车床控制系统的内部结构如上所述,但是任何的机器都会有过热,过渡磨损的情况,车床一旦过渡磨损就会降低其加工精度,甚至提前报废,同样车床一旦过热,就会烧坏元器件,降低其加工精度,严重的,也会导致其提前退役。为了保证车床的正常运转,减少磨损,延长使用寿命,提高加工精度,普遍的做法是当其过热时,给它喷洒上冷却机油,当它过渡磨损时,给它注入润滑油。这些在车床控制系统中都是由控制器自动控制的,这就是这章的重点:辅助控制系统。
辅助控制系统原理图如下图1.4.1所示:
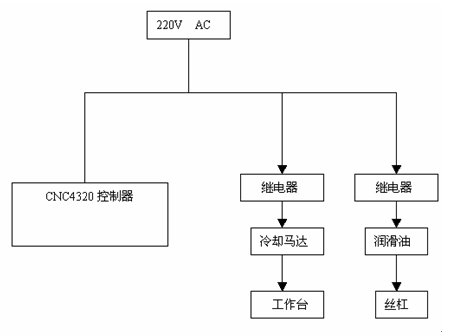
图1.4.1 辅助控制系统原理图
辅助控制系统由4个部分组成:控制器CNC4320,冷却液喷头,针阀滴油油杯,继电器。
继电器是这一章中着重介绍的辅助控制系统的重要元器件。继电器是一种电子控制器件,它具有控制系统和被控制系统,通常应用于自动控制电路中,它实际上是用较小的电流去控制较大电流的一种“自动开关”。故在电路中起着自动调节、安全保护、转换电路等作用。
其实物图如图1.4.2所示。

图1.4.2 继电器前视与后视图
1—常闭触电 2—接入点 3—常开触电 4 —电磁铁电源接线柱
此种电磁式继电器原理是:它一般由铁芯、线圈、衔铁、触点簧片等组成的。只要在线圈两端加上一定的电压,线圈中就会流过一定的电流,从而产生电磁效应,衔铁就会在电磁力吸引的作用下克服返回弹簧的拉力吸向铁芯,从而带动衔铁的动触点与静触点(常开触点)吸合。当线圈断电后,电磁的吸力也随之消失,衔铁就会在弹簧的反作用力返回原来的位置,使动触点与原来的静触点(常闭触点)吸合。这样吸合、释放,从而达到了在电路中的导通、切断的目的。
CNC4320通过继电器控制冷却液喷头/针阀滴油油杯的开与关自动实现电机的冷却与润滑。
控制器中有关辅助控制系统的指令有1.7 冷却液控制 M08、M09
指令格式:
M08 或 M8;
M09 或 M9;
指令功能:
M08:冷却泵开;
M09:冷却泵关。
系统上电后,M09 有效,即 M08 输出无效。执行 M08,M08 输出有效,冷却泵开;执行 M09,取消M08 输出,冷却泵关。
1.10 润滑液控制 M32、M33
指令格式:
M32;M33;
指令功能:
M32:润滑泵开;
M33:润滑泵关。
系统上电后,M33有效,即 M32 输出无效。执行 M32,M32 输出有效,润滑泵开;执行M33,取消M32输出,润滑泵关。
车床控制系统的整个控制系统的电路原理图如图1.4.3所示:
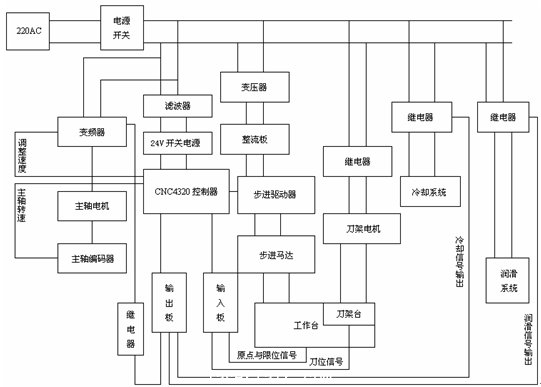
图1.4.3 控制系统的电路原理图
1.5 指令与功能实现
车床控制系统中的控制器CNC4320的界面如下图1.5.1所示:
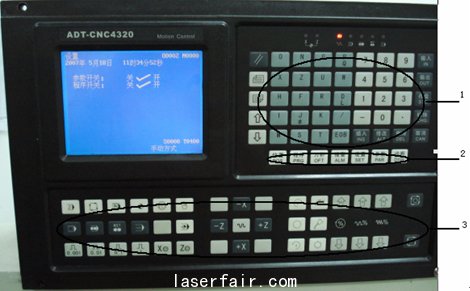
1—键盘 2—菜单 3—控制面板
图1.5.1 CNC4320的界面
其机床面板上面的按键的含义如表1.5-a所示:
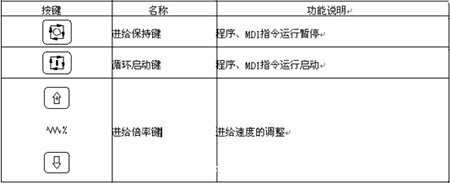
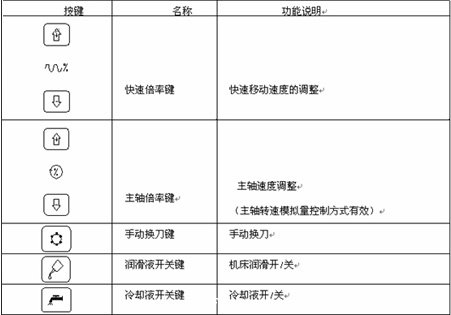
表1.5-a 机床面板上面的按键的含义
下面是加工举例如下:
加工下图1.5.2所示工件,棒料尺寸为Φ135×178 mm 。
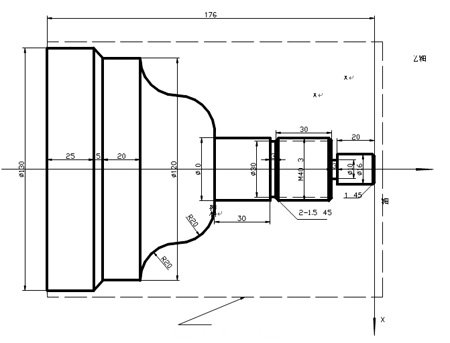
图1.5.1.1 工件坐标系
用 4 把刀加工,具体如下
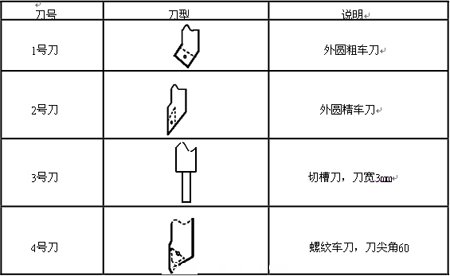
1.5.1 案例
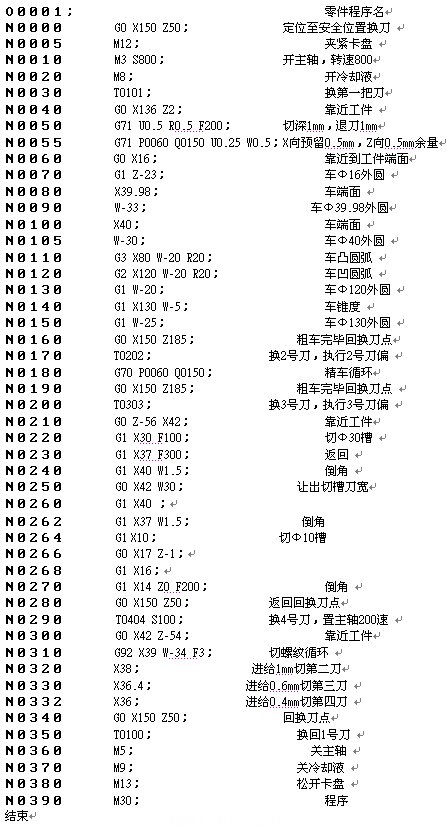
根据机械加工工艺及本说明书的指令解释,建立图1.5.1.1 所示的工件坐标系,编辑程序如下:
1.6 结论
ADT-CNC4320两轴运动控制器成功的实现了对于车床的高精度控制,性能良好的控制器+性能良好的步进驱动器+性能良好的步进电机使得整个系统性能优良,所以每一个部分对于系统性能同样重要。控制器当然对于这个车床控制系统来说是最为重要的,它是系统的核心,稳定性和精度较高的控制器才能满足现代化生产的需要。通过USB接口可以传输文件,程序给CNC4320,这样使得我们可以在PC机上利用专门的CAM或者CAD软件事先编号程序,并且转化为NC代码,然后再传输到控制器上运行,也可以在控制器上即兴编程,比传统的数控设备方便的多。
ADT-CNC4320运动控制器在生产实践中得到广泛的应用,经过实践,该车床系统在很大程度上提高了车床的生产效率。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

