





激光加工穿孔的类型不同,缩短时间的方法也不相同。
A 在使用脉冲条件进行穿孔时,激光照射为脉冲式,此时只有激光照射时的熔融、蒸发与停止时的冷却搭配得好,才能获得良好效果。如果只偏重于提高熔融和蒸发作用,则穿孔时间又会变长。
B CW条件穿孔
CW双穿孔时会引发一种过烧现象。CW穿孔的优点是可以缩短穿孔时间,但随着板厚的增加,熔融范围将会不断扩大,从而影响加工质量。
C 根据穿孔的进展状况来调整条件
在穿孔加工中,当激光束的照射量过大或过小时,应边观察加工情况,边调节条件,直到将条件调整到最优为止。
A脉冲模式穿孔
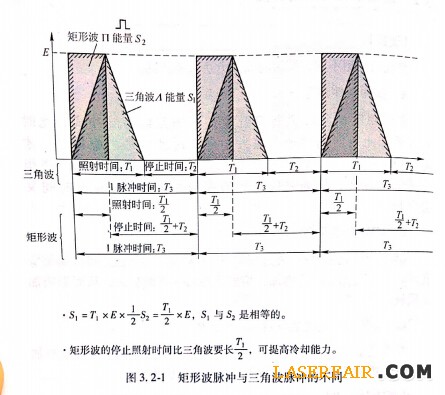
要提高熔融能力和冷却能力,就需要在短时间内照射大量的能 量,并能同时确保照射后的冷却时间。如图3.2-1和图3.2-2所 示,高峰值的矩形脉冲波形的脉冲式照射的效果最为理想。熔化所需能量以强度五与照射时间T的乘积来表示。三角波与矩形波脉冲相比,要得到同等的能量,三角波脉冲所需照射时间为矩形 波脉冲的2倍,结果就是输入到被加工物内的热量增加,容易引起过烧。图3.2-3所示为在6MM厚SS400材料切割中所表现出来的 脉冲峰值功率与脉冲平均功率效果,脉冲峰值功率越高,穿孔的时间越短。
B CW模式穿孔
板厚超过12MM时,喷嘴要尽量选择小口径的。在重视切割面质址的厚板切割中,则需对穿孔用喷嘴与切割用喷嘴分别进行选择。
C根据穿孔的进展情况来调整条件
激光加工调幣条件吋,可通过传感器观察穿孔部分熔融状态的辉度,当熔融范鬧冇扩大倾向时,就降低激光的强度;反之,激光加工当烙融作用下降时,就加强激光的强度,最终达到小孔径高速穿孔的目的。

转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

