





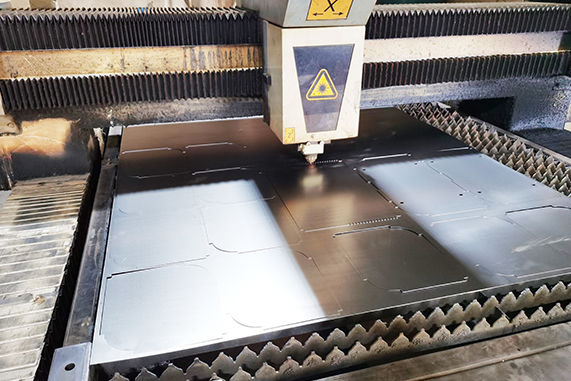
铝板激光切割加工。
以N2为辅助气体,由于在切割过程中N2基本上不与贱金属发生反应,渣可钻性不太好,即使挂在切口底部,也很容易去除。因此气体压力大于0.5MPa就能获得无粘渣的切口,但切割速度要比辅助相助气体时低。反之,粗糙度与翻转速度基本呈线性关系,且翻转速度越小,粗糙度越小。另外合金元素含量低.切割面粗糙度大。而合金元素含址高的铝合金,切割面的粗枯度小。在切割航空用铝合金时,也有采用双重辅助气流.即内喷嘴咬出氮气.而外喷嘴喷出氧气流,气体压力均为o.8mpa,可获得无粘渣的切割面。

激光切割机操作方法
(1)在未弄清某一材料是否能用激光照射或加热前,不要对其加工,以免产生烟雾
和蒸气的潜在危险。 (2)设备开动时操作人员不得擅自离开岗位或托人待管,如的确需要离开时应停机或切断电源开关。
(3)要将灭火器放在随手可及的地方;不加工时要关掉激光器或光闸;不要在未加防护的激光束附近放置纸张、布或其他易燃物。维修时要遵守高压规程。每运转40小时或每周维护、每运转1000小时或每六个月维护时,要按照规定和程序进行。
(4)开机后应手动低速X、Y方向开动机床,检查确认有无异常情况。
(5)对新的工件程序输入后,应先试运行,并检查其运行情况。
(6)工作时,注意观察机床运行情况,以免切割机走出有效行程范围或两台发生碰撞造成事故。激光切割机的操作员要具备专业的知识,而且,我们的程序员在编辑操作程序时,也要做到小心细致。因为,一点点的偏差就可能照成不可挽回的损失。
(7)在加工过程中发现异常时,应立即停机,及时排除故障或上报主管人员。
(8)保持激光器、床身及周围场地整洁、有序、无油污,工件、板材、废料按规定堆放。
(9)使用气瓶时,应避免压坏焊接电线,以免漏电事故发生。气瓶的使用、运输应遵守气瓶监察规程。禁止气瓶在阳光下爆晒或靠近热源。开启瓶阀时,操作者要站在瓶嘴侧面。
(10)要严格遵守激光切割机的操作规程。严格按照激光器启动程序启动激光器。
(11)操作者须经过培训,熟悉设备结构、性能,掌握操作系统有关知识。
(12)按规定穿戴好劳动防护用品,在激光束附近要佩带符合规定的防护眼镜。

光纤激光切割的主要优势:在二氧化碳激光切割中,二氧化碳气体是产生激光束的介质。然而,光纤激光器是通过二ji管和光纤电缆传输的。光纤激光系统产生由多个二ji管泵浦的激光束,然后通过柔性光纤电缆代替反射镜传输到激光切割头。这有很多优点,首先,切割机的尺寸。在气体激光技术中,反射镜必须设置在一定的距离内。此外,光纤激光器甚至可以安装在等离子切割机的等离子切割头旁边,而CO2激光切割技术则没有这样的选择。同样,与等功率气体切割系统相比,由于光纤弯曲的能力,该系统显得更加紧凑。纤维切割技术zui重要和zui显著的优势应该是它的能源效率。光纤激光器完全固态数字模块,单一设计,光纤激光切割系统比二氧化碳激光切割具有更高的效率.二氧化碳切割系统各功率单元的实际利用率约为8~10。对于光纤激光切割系统,用户可以期望更大的功率效率,从25到30不等..换言之,光纤切割系统的总能耗约为二氧化碳切割系统的三~五倍,使能量效率提高到86以上。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

