





如今,光纤激光器已经成功吸引了众多工业领域内激光器用户的注意。在焊接、标记和切割应用中,光纤激光器成为标准化配置,并且值得我们注意的是,这一过程发生在很短的时间内。不过在涡轮发动机组件溢出冷却孔的钻孔应用上,光纤激光器遇到了难题。本文将探讨其中的原因,并且更重要的是为读者介绍Nd:YAG激光器在这一复杂加工工艺中的最新应用,相信可以令激光器用户耳目一新。
Nd:YAG激光器钻孔工艺
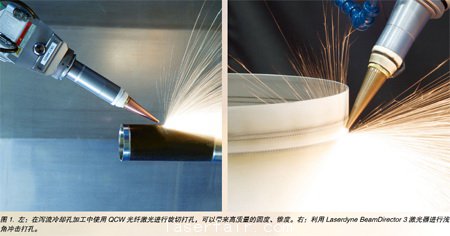
Nd:YAG激光钻孔可以加工出非常小而且非常精密的孔,这些孔可以与表面成法角或极端角度,可以是各种形状、各种方向,并且适用材料的范围也很广泛,包括难以加工的航天合金。例如,Prima Power 北美公司旗下的Prima Power Laserdyne公司在全球范围内安装了超过750台航天制造专用激光系统。通常使用的是高功率(平均功率为200~400瓦)脉冲Nd:YAG激光器,通过冲击打孔(图1)或旋切打孔来完成加工。在激光钻孔工艺中,高功率密度通过0.05 毫米至0.75 毫米的聚焦光斑尺寸实现。
冲击打孔是指激光器发出一束或多束激光脉冲,同时激光光束和加工部件保持固定。是否需要多束脉冲,这由要加工的孔的深度来决定。冲击打孔的另一个类型是飞行钻孔,它是用固定的激光器向加工部件发出激光脉冲,同时旋转加工部件。孔的位置由旋转速度和激光脉冲频率决定,它们成函数关系。如果要求多束脉冲,可使用相关软件(例如由Laserdyne公司的CylPerf软件)来使部件的运动和激光脉冲保持一致,并确保每一束脉冲都准确地作用在要求的位置上。通过改变激光脉冲能量可以来调整脉冲频率、镜头焦距、钻孔的尺寸和锥度来满足所需要的孔的设计要求。
另一种钻孔工艺是旋切打孔。在旋切打孔时,加工部件保持固定,同时激光光束移动并通过切割形状来形成孔洞。这种“钻孔”方式通常用于同时进行冲击和钻孔的应用。而超精密、可重复激光定位系统的出现,使得我们可以进行这种独特、精准的旋切打孔。
激光器的平均功率由脉冲频率和脉冲能量来决定,而功率又受到激光器的工作周期所限制,在这一工作周期中激光器的性能不会下降。冲击打孔通常使用<100 瓦至400 瓦的平均功率。而选择好脉宽可以优化钻孔的质量。较短的脉宽可能会限制单束脉冲可实现的最大能量;典型的脉宽范围为0.5~2 ms。
脉冲能量可以来区分钻孔激光器与应用在其他加工类型的激光器。较高的脉冲能量会使得钻孔速度更快,但可能会对孔的质量带来负面影响。一般而言,所需的脉冲能量由实验结果、材料厚度、组成成分以及所需要的孔的直径来决定。
对于某一特定的激光器,聚焦透镜将决定光斑大小。在冲击打孔中,光斑大小与要钻的孔的直径有关:对于较薄的材料(<0.5 毫米),光斑大小基本等于孔的直径;而随着金属厚度增加,冲击打孔可以钻的孔的直径范围逐渐缩小。此时,就轮到旋切打孔(图2)粉墨登场了。

在加工应用于航空器及陆地上(发电)的涡轮发动机组件中使用激光钻孔技术已有差不多45年的历史了。对汽车工程师、过滤设计师以及医疗设备制造商而言,激光钻孔已经成为其加工部件时不可或缺的重要技术。
#p#副标题#e#
光纤激光钻孔的初期研究成果
Yb光纤激光器是最常用于材料加工应用的一种光纤激光器。最初它们是作为连续波(CW)激光器而被开发出来的,后来虽然增加了脉冲功能,但是峰值功率仍与CW平均功率保持一致。这有利于切割和焊接应用,但是却限制了激光钻孔的效率。常用的Nd:YAG激光钻孔的峰值功率可达50 千瓦,而许多应用的脉冲峰值功率一般为20~35 千瓦。
位于马萨诸塞州牛津市的IPG Photonics应用实验室安装了Laserdyne 795系统后,人们重新燃起了对Yb光纤激光器应用的兴趣。实验证明,用20 千瓦的CW光纤激光器进行冲击打孔和旋切打孔,可以得到质量很理想的孔。这一初步成功使得Laserdyne Champlin应用实验室又安装了15 千瓦CW Yb光纤激光器,来专门用于钻孔研究。
他们的研究旨在获取实际钻孔应用中的额外数据,并且确定下一步所需要的激光器的尺寸。但是Yb光纤激光钻孔应用还存在一个重要的问题——激光器的成本。虽然光纤激光器能带来很多好处,但是它的成本要高出5倍多;所以在实际生产加工领域中这一技术可能行不通。
另一种备选方案是用准连续波(QCW)激光器来加工,它的售价成本与Nd:YAG激光器一样。所需的QCW激光器尺寸范围可以通过一系列测试来决定。
研究结论
目前这一阶段的研究的最终结论如下:
可以利用与Nd:YAG激光器参数最为接近的其他光纤激光器进行钻孔,并通过一系列参数选项来提高产量和/或孔的质量。
提高光纤激光器的光束质量,可以提高功率密度和降低光斑大小,从而可以极大地影响冶金结果。
对带有热障涂层(TBC)的材料进行钻孔,结果显示分层性能得到极大改善。
旋切打孔比冲击打孔更为经济,而且旋切打孔的几何学、冶金学结果要比后者更好。不过,质量虽然提高了,可是产量却会下降。冲击打孔的速度是1孔/秒,而用旋切打孔来钻同样的孔却需要3秒,飞行钻孔的速度可以达到3孔/秒,同时还能保持同样的孔的质量。
有这样一种可能:用非常规的钻孔参数可以得到不错的结果。例如,在1.45毫米厚的TBC涂层材料上钻直径为0.5毫米且与表面成30°角的孔,利用8ms的单束“长”脉冲来钻孔可以实现0.10秒的速度。
使用9~12 千瓦范围内的QCW激光器可以提高钻孔的效率。事实上,当公布这一研究成果后,有一些有激光钻孔需求的公司对此进行了深入研究。这些研究最终让美国和欧洲的许多公司订购这一激光系统。
虽然研究结果是振奋人心的,但仍有一些尚待解决的问题。其中最重要的一个问题就是,在进行冲击打孔和飞行钻孔时,如何控制好孔的尺寸。这将是下一轮研究和测试所关注的一个部分。
对这一项目感兴趣的可以阅读完整的报告。初始研究结果在以下地址:http://www.primapowerinterface.com/fldp/index.html,其中还包括作者的音频。研究结果促使Laserdyne应用实验室购买了一台12千瓦QCW激光器以进行持续的应用研究。这些实验尚在进行中,并将会以类似的方式进行报告。
Peter Thompson是Prima Power Laserdyne(www.primapower.com)的技术总监,Mark Barry(mark.barry@primapower.com)是该公司销售和市场副总裁。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

