





最近几年来,笔记本电脑的电池寿命延长了三倍,内存容量变大且成本变低,电脑、智能手机以及其它数码设备的速度更快、性能更强。带来这些进步的原因可能是多方面的,但激光微加工的使用却是一个公认的因素。因此,电子行业对于激光微加工的需求从来没有像现在这么强烈。
高亮LED(发光二极管)让电池寿命更长久
液晶显示器的背光源使用高效能的LED,以替代低效能的冷阴极管灯泡,这显著增加了笔记本电脑的电池寿命,减少了电视机的耗能。因此,LED行业正在经历史无前例的增长。
在平板显示器使用的LED是基于氮化镓(GaN)的,在蓝宝石晶圆上将氮化镓培养和被加工成薄层(总厚只有几微米)。蓝宝石是理想的选择,因为它能够提供适合氮化镓的晶格,而且是透明的。这非常重要,因为一些光能够局部穿透蓝宝石基底边缘从LED逃逸出来。蓝宝石同样是一种不错的热导体,有助于LED的散热。但是,蓝宝石有一个众所周知的特点——难以切割,难度仅次于钻石。
实际生产中,LED是在一块直径2英尺厚度通常为100微米的蓝宝石晶圆上进行批量图形化处理。由于最终的LED芯片
仅有0.5毫米×0.5毫米,甚至更小,所以每块晶圆能生产成千上万的LED。接着通过单切工艺将LED物理分割。


图 1 图 2
传统上,单切是通过钻石圆锯旋转进行刻划(局部切割),再进行物理压扣。但现在,大部分LED制造商已经转而使用激光刻划,再通过压边进行物理压扣(见图1)。图中一束聚焦的紫外脉冲光束正在局部切割蓝宝石。通常要多程切割晶圆厚度的大约30%(见图2)。接着进行传统的物理压扣。
激光刻划已成为首选方法,原因有几个。 首先,通过光束聚焦到只有几微米或更小的光斑大小,激光刻划能够远远窄于锯痕,并且显著减少边缘损伤(开裂和剥落)。这意味着,LED设备可以排列得更密集,相互之间的缝隙(称为芯片间隔)更小。而且,高质量的边缘能够避免后处理,在如此微小的设备上进行后处理是不切实际的。上述的优势可以带来更高的产量和更低的单位成本。另外,紧密聚焦能够以更低的激光功率进行快速刻划,从而减少激光运行的成本。
刻划对激光特性有哪些要求?最常见的激光单切方法是使用266纳米调Q半导体泵浦固体激光器进行前端(设备端)刻划。最重要的激光参数之一是光束质量,因为较低的M2值能够确保很好的边缘质量和最小化的LED分割。基本上,M2值用来描述激光束聚焦的紧密程度,完美的高斯光束的聚焦光斑大小理论最小值定义为M2等于1。实际上所有激光器的M2值通常大于1。(许多LED制造商使用Coherent公司AVIA 266-3激光器的主要原因就在于其M2额定值小于1.3。)其它关键激光参数包括可靠性、脉冲波动稳定性和至少2.5瓦的平均功率,以达到预定的处理速度。还有一些制造商使用355纳米激光器从蓝宝石背面进行刻划,这种波长会产生微小的碎片,因此从背面进行切割能够让碎片远离LED。这种方法要求更高的光束质量,因为蓝宝石对于355纳米波长非常透明,利用该波长加工必须使用高强度聚焦光束以促进非线性吸收。采用这种方法的常用激光器型号有AVIA 355-5和AVIA 355-7,M2值均小于1.3。另外,还有一些LED制造商正在调研使用混合型皮秒级激光器,例如Coherent公司的Talisker,可以让532纳米波长产生与266纳米纳秒级脉冲相同的效果。
内存容量更大、尺寸更小
最近几年,SD和microSD内存卡的容量稳步提升,这些卡的物理尺寸和形状还可以保持不变。而且,每兆字节(MB)单位成本显著下降。上述进步的主要原因在于:第一,显微光刻法的发展带来的电路密度提高;第二,使用物理上更薄的晶圆,从而能够在同样封装尺寸中垂直叠放更多晶圆。
现在,内存晶圆厚度通常为80微米或更薄,50微米是尖端技术,而20微米晶圆还处于研发层面。从规模经济考虑,这些晶圆的直径能达
到300毫米。硅是一种晶体材料,因此一块300毫米×50微米的晶圆是非常易碎的,机械接触很容易让晶圆开裂和破损。而且,后处理费用通常大大高于10万美元,因此必须在单切工艺中避免破损。
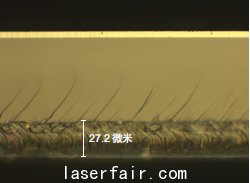
图 3
传统上,使用钻石圆锯旋转进行的单切将会重复多次。然而如果晶圆厚度为80微米,圆锯必须放慢到很不经济的旋转速度,降低切割压力以避免剥落、开裂和破损(见图3)。这给激光器创造了巨大的机会。现在许多芯片生产商已经转而使用355纳米调Q半导体泵浦固体激光器。与圆锯类似,激光切割必须采用多程,以最大限度减少需要后处理才能消除的热损伤。因此,唯一最重要的激光参数是极高的脉冲重复频率。更为特别的是,扫描速度通常为600到750毫米/秒,这样才能在做5程左右处理时让总切割速度达到150毫米/秒。这种应用还要求非常高的边缘质量,所以要有50%的脉冲波动空间叠加。因此,针对这种薄晶圆应用,Coherent公司开发了一款脉冲重复频率极高的激光器(AVIA 355-23-250),脉冲重复频率为250千赫,输出功率大于8瓦,能够为单程提供充足的切割能量。另外,对于在工艺过程开发中使用混合皮秒级激光器的兴趣与日俱增,原因在于更短的脉冲持续时间产生的热影响区(HAZ)更小,从而能够避免后处理。
让电脑和手机的运行速度更快
随着集成电路外形的变小,电路导线之间的绝缘间隙也越来越窄。传统上,间隙内用到的绝缘材料是二氧化硅。然而,电路速度越高,就要求线路的阻抗更低,也就是说,必须使用介电常数更低(如电阻更高)的材料。因此,所谓低介电常数(low-K,用K表示介电常数)材料引起了人们的兴趣。
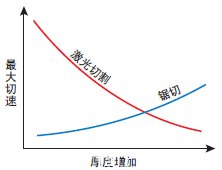
图 4
传统上,人们采用二氧化硅来作为低介电常数材料,但这降低了孔隙度。因此,考虑采用全新的材料,通过增加空气含量来提高孔隙度,从而降低介电常数值。内存芯片这种快速的处理器是由紧密分布在大型硅晶圆上的薄外延层物体生成。单切面临的问题在于低介电常数材料是很软的。所以传统的钻石圆锯会对电路造成包括脱层在内的巨大损害(见图4)。不过,对于不生产内存设备的厚晶圆来说,激光锯切的成本不是很划算,当前还不是很实用。
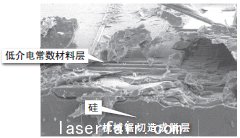
图5
因此,现在首选的方法是混合工艺。特别地,355纳米调Q半导体泵浦固体激光器被用来切割松软的外延层以消除开裂。接下来使用机械锯切来切割晶圆。图5显示了两种工艺同时使用的情况。如果晶圆设计中电路之间的芯片间隔较宽,激光可以单程沿着每一条芯片间隔边缘进行窄刻划。如果芯片间隔较窄,需要使用多条并行光束进行单次宽刻划,宽度要足够容纳锯片切割。在同样的处理速度下,前一种工艺需要的激光能量更少,也就是工艺成本更低,因此常被使用。这种工艺的关键激光参数是光束质量和高重复频率。这种应用的典型激光器是AVIA 355-23-250,能够提供需要的每脉冲30微焦耳的光束质量,并且M2值小于1.3。另外,其重复频率为250千赫,在50%脉冲波动叠加时支持200毫米/秒的刻划速度。#p#分页标题#e#
结论
综上所述,随着电子元器件的尺寸越来越小,材料的不断进步,激光刻划的吸引力将继续扩大,逐渐成为经济上可行的工艺。而且,随着激光制造商们不断改善其产品的性能、可靠性和拥有成本,激光刻划的应用领域将更加广泛。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

