





焊接是工业界用来连接材料的一种工艺技术。随着现代焊接工业的发展,材料工程中对材料连接的连续性、结构的整体性以及显微组织的要求越来越高。如今,激光焊接技术比以往任何时候都变得更加重要,这是因为焊接易于控制,可以提高设计的灵活性,从而使得激光焊接技术可以利用一台激光器来完成多项任务。激光焊接可以采用光纤传输也将激光焊接技术的应用带入一个新纪元。这是因为光纤传输可以使得焊接几乎可以在任何位置来实现,即使在激光头不能到达的时候依然可以实现远程焊接。此外,激光焊接同机器人相结合,减少了人工的应用,可以完全实现自动化和系统总成控制。激光焊接的理论研究和应用开始于1962年,从此以后,激光焊接的应用开始迅速的发展,并成为一种新颖的焊接技术而得到人们的接受和应用。如今,随着激光设备价格的下降和性能的提升,激光在工业中的应用越来越普遍。
激光与材料的相互作用
由于激光具有单色性、相干性、定向传输和能量密度高等独特的性质,激光焊接的应用同其他连接技术相比,得到了广泛的应用。激光聚焦的能量同电子束一样,具有高能量密度。但却又不同于电子束,因激光焊接可以在真空中进行,而电子束却不行。而且,激光焊接时的能量传输是可控的、可调制的,从而使得即使是一台激光器也可以实现多种用途。激光的用途非常广泛,以材料的激光加工为例,可以实现热处理、焊接、材料去除、合金化、熔覆、切割、钻孔等,如图1 所示。
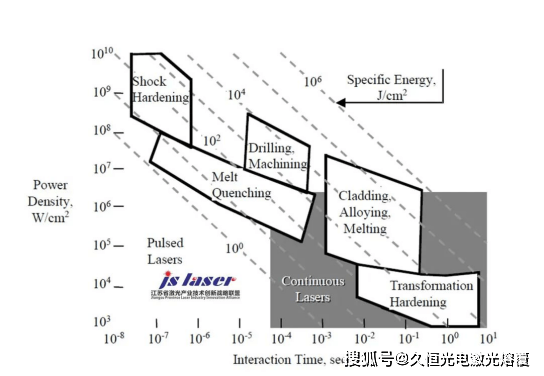
图1 材料的激光加工时激光可以实现的功能
激光焊接工艺
焊接是机械制造工业中进行制造生产的重要过程。但是,在传统焊接工艺中,必须对出现的裂纹、夹渣、未熔合、未穿透、不可接受的焊接形状、弧烧伤、飞溅、不理想的冶金变化、过度的变形和热诱导应力等进行尽可能的降低和预防。而采用激光来进行焊接时,由于具有低的热输入、小的热影响区、无需去瘤去渣、低的焊接变形、高的焊接速度、机械造成的材料损伤和工装损伤、对震动和冲击的抗力大、对热敏感材料的损伤少,可靠性高等而成为非常有竞争力的焊接技术。
另外一方面,焊接的生态环境必须复合环境保护和卫生标准,即复合ISO 9000, ISO14001和ISO18001等。但是传统的焊接技术,如FCAW、SAW、SMAW、GMAW在焊接过程中会产生CO2、CO、NOx、O3以及有害的金属蒸汽,如Mg、Ni、Cr、Co、Pb等。由于焊接工业的迅速发展,焊接造成的污染以及气体粒子越来越多,而且这些粒子的颗粒又比较小,很容易被人体吸收。然而,这一状况的存在对环境非常有害,且对焊接工人的审题也造成巨大的危害。
为了减少CO2的排放和石油化石能源的过度消耗以及保护环境和操作人员的身体健康,越来越多的更高性能的材料被开发出来并得到应用。如不锈钢的应用、复合材料、超高强度钢、钛合金、镁合金、铝合金和高耐磨材料等,在应用时暨考虑到了环境友好的需要,也考虑到如何焊接的问题。电子束焊接、搅拌摩擦焊和超声波焊接均属于环境友好类型的焊接技术,这是因为他们的排放几乎为零。前提是只需要按照操作规范来执行就行。激光焊接也是一种环境友好型的生产工艺,其排放也几乎为零。这是因为在现代焊接工业中已经有有效的过滤系统来排烟和排尘过滤。
由于激光光源可以灵活的进行分光、调制、整形等,使得同一光源可以实现不同的应用。尤其是通过光纤传输这一特点将激光焊接的应用带入一个新的历史高度。这可以实现全位置的激光焊接,即使是激光头不能到达的位置也有可能通过远程焊接来实现。此外,激光焊接与机器人的结合,减少了人力的应用,同时还易于实现自动化和系统操作。在加上激光设备成本的不断降低,激光焊接技术的应用范围和焊接能力也得到迅速的增加。
激光焊接的优点
激光焊接有许多优点,从而使得该技术成为替代传统焊接最有竞争力的一项替代技术。
自愈合(无需焊料)的焊接技术
激光焊接技术的众多优点之中,可以不使用填料就可以进行焊接是其中之一。如果装配和对接位置精准的话,可以实现精准焊接和定位焊接。同时激光焊接是非接触焊接,从而不会受到被焊接材料导电性和磁性的影响。同时,自愈合(无需填料)焊接还可以排除焊瘤焊渣的不利影响,同时不受焊缝宽度和焊缝深度的限制。单道就可完成焊接,在传统焊接的时候,需要多道多层才能完成。同时激光焊接后的材料机械强度高、对震动和冲击的抗力大,同时引起的热变形比较小,增减了激光焊接结构(产品)的稳定可靠性。然而,在有些场合也是可以使用填料进行焊接的。
可焊接大厚度的材料
激光焊接可以在不使用填充材料的条件下一次穿透焊接50mm的深度(2016年的数据),一般来说,20mm的板可以采用2万瓦的激光器轻易实现焊接。另一方面,如果采用多道焊接和添加填料焊接的话,则焊接深度就没有限制。一般来说,可焊接的厚度不仅同材料特性相关,还同激光功率相关,如下图所示为激光焊接参数的特征描述及其所带来的优势。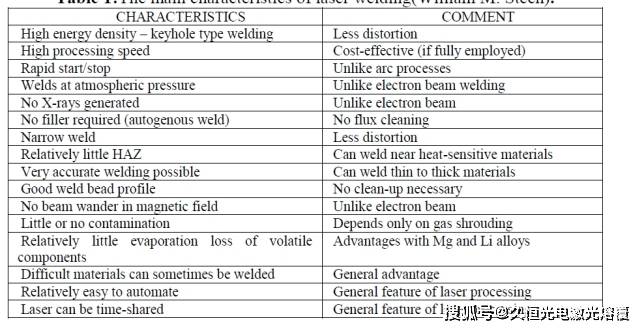
图2 激光焊接时的参数及其带来的效果
异种材料焊接
在工程实践中,不管从技术角度还是从经济角度,异种材料的焊接是不可避免的事情。尽管异种材料的焊接面临着冶金不相容的问题,人们仍然在孜孜不倦的探索异种材料的焊接。如使用传统方法进行焊接的话,有着诸多的选择,如气体保护焊、埋弧焊、乃至高能量密度的等离子弧焊和电子束焊接。除去以上的熔化焊接技术,还有压力焊。摩擦焊、电阻焊、钎焊和锡焊、机械连接等手段可以避免熔化焊接所带来的问题。但在高温应用场合,粘结焊接和锡焊等制品就不能获得满意的结头和经受住时间的考验。解决的办法就是采用电子束焊接和激光焊接。这两种焊接方法引起了人们的广泛兴趣。由于激光焊接不需要真空且适应性强,激光焊接可谓独领风骚。
目前异种材料的焊接已经取得了一些可喜的成绩,如Al/钢、钢/Kovar、Cu/钢以及Cu/Al焊接已经得到了应用。异种材料的焊接只是满足特殊场合的应用,如图3为异种材料之间可以实现焊接的组合图。图4为激光焊接钛合金与其他金属时的组织及其拉伸性能。图5为激光焊接金属与塑料的示意图(上)即焊接PET与304不锈钢时得到的实物图。
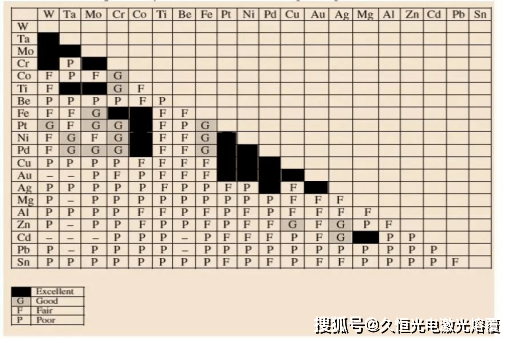
图3 不同元素组合进行激光焊接时金属的相容性
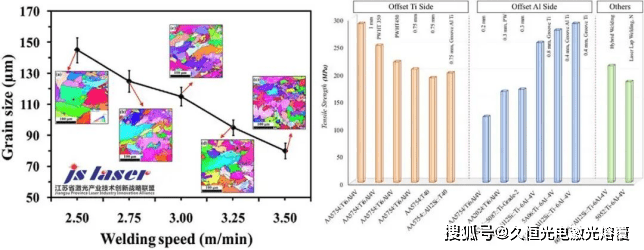 图4 钛合金与其他监护材料继续拧异种激光焊接时得到的显微组织和拉伸强度
图4 钛合金与其他监护材料继续拧异种激光焊接时得到的显微组织和拉伸强度
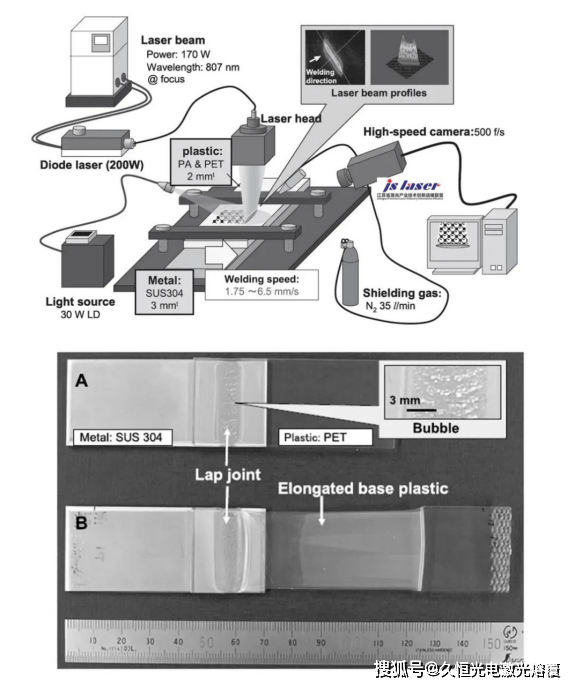
图5 激光直接接焊接金属与塑料(上)和焊接PET与304不锈钢的实物图(下)
复合焊接
复合焊接技术得到了深入的研究并在许多场合得到了应用。其中激光-GMAW由于操作简单且易于安装在机器人上进行操作而在汽车工业中得到大量的应用。同时在造船、航空等工业中的厚板连接上也得到了应用。如图6为钛合金与316不锈钢进行复合焊接时形成的机理示意图。
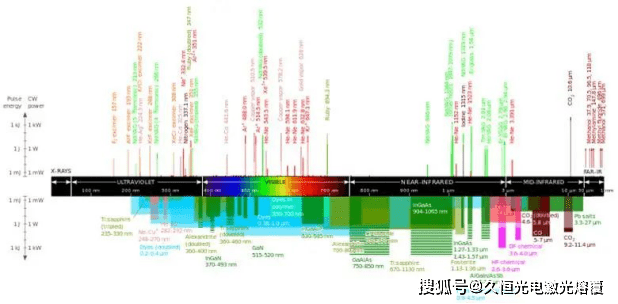
图6 钛合金和316 不锈钢的复合焊接机理图
可光纤传输
激光可以通过光纤传输且能量损失少,从而使得激光可以实现远程焊接,激光也可以通过镜片来传输。这是激光焊接的柔性比传统焊接要好的重要原因之一。
远程焊接
近年来,利用大的聚焦镜、高功率激光来实现高速3D扫描加工,从而实现了远程焊接。远程焊接只需要转动激光头或改变扫描振镜的方向就可以实现远距离焊接。这大大的缩短了原先焊接时工件或者激光头空运转的时间,从而使得加工效率大大提升。最新的激光远程焊接配备了3D扫描系统和机器人传输系统。
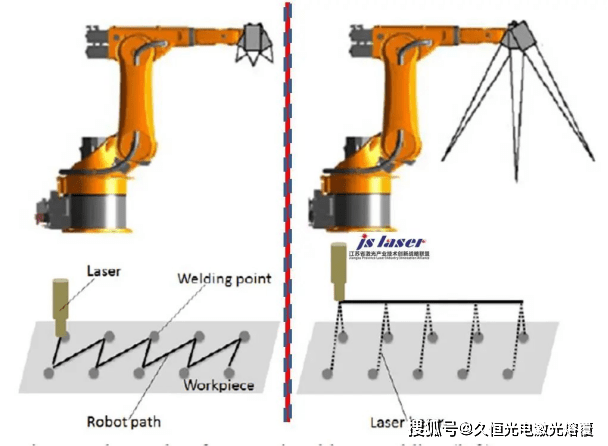
图7 传统激光焊接(左图)和远程焊接的轨迹示意图(右图)
环境友好
传统的焊接技术如GMAW、埋弧焊等等都会释放出有毒有害的金属蒸汽或颗粒物,不符合环境和卫生防护标准。而激光焊接几乎是零排放。配备吸尘吸烟设备后,达到零排放。
光源丰富
激光光源种类丰富,几乎所有波段的光都可以制造出相应波段的激光器,从而可以实现不同焊接对象的焊接,并能达到满意的焊接效果,这也是迄今为止,没有一种焊接设备可以同激光相媲美。常用于焊接的激光光源有二氧化碳激光、YAG激光、Nd玻璃激光、Yb:YAG:Nd:YAG、Er:YAG、KrF、ArF、XeCl、半导体激光(GaAs、InGaAs、GaAlAs、GaN)等。
图8 丰富多样的激光光源的来源
应用广泛
激光焊接作为一种新的且重要的连接技术,在高强钢、镀锌钢、铝合金、不锈钢、镍基合金和镁合金中得到了广泛的应用。同时成为航空航天、汽车、电子、石油化工、电力、造船等行业中重要的焊接手段。同时,目前在厨房卫浴等制品的焊接中而已开始占据着重要的位置。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

