



截止到今年9月份,欧盟国家可能会不允许在金属部件中使用镀硬铬,基于这种情况,需要另一种工艺来替代镀硬铬。热喷涂经过测试,具有很高的灵活性,然而测试的结果往往欠佳。另一个非常不错的代替镀硬铬的选择是由德国亚琛Fraunhofer ILT的科学家最新研发的超高速激光熔覆,采用的设备由德国Laserline公司提供。
在发电厂或者其他工业制造工厂,机械设备的金属部分在磨损方面常常经受着巨大的考验,工艺参数和一般的生产环境常常很糟糕,导致一些最重要的金属部件的腐蚀和磨损。为了应对这些情况和延长一些特别昂贵的生产设备的使用寿命, 这些设备的金属部分外表镀上特殊的涂层。旋转部件、管和其他功能性部件的整个表面都带有金属或者是陶瓷涂层。
这增加了工件对热度、潮湿、侵蚀性化学物质以及金属碎屑和飞溅物的抗腐蚀性。常常使用的加工是早期被称为硬铬电镀方式。它是一种电镀方法,把工件浸入铬电解质中,因此被铬层覆盖。如果有特殊部分不需要涂层,那部分在浸入电解液溶液前会被包裹起来。特别适用于大幅面与体型大的部件,紧挨着的选择区域也是可能进行涂层。
镀铬或将被禁用,新的涂层技术势在必行
镀硬铬未来的发展尚未定论,尽管在现阶段镀硬铬非常成功,但是现在普遍使用的三氧化铬(CrO3), 又称六价铬(Cr6+),连同其他有铬成分的物质被欧盟委员会于2013年定义为对人体有害物质,并被列入《关于化学品注册、评估、许可和限制的法规》附件的第14条中,这一常常讨论到条例是用来规范附件里列入的“高度关注的物质”(SVHC)的化学品使用。从2017年9月开始,这些物质只能在获得欧洲化学品总署的特殊且有限期认证后才能使用。获得这些认证的程序非常复杂,甚至在申请过程中会遇到一些棘手的问题。比方说,必须证明和保证任何SVHC(高度关注物质)将会在绝对安全的情况下使用并且没有其他物质可以代替该SVHC。如果真是这样,对于技术成熟的镀硬铬的使用,尤其是含有六价铬,可能会存在争议。因此,镀硬铬的行业已经高度警惕,并且已经在欧盟法院一场关于允许使用铬材料的官司上败下阵来。
基于上述事实,没有任何选择,只能找替代方法,以及为使用以上技术的任何企业提供新技术。任何人或企业普遍依靠镀铬技术都是把整个商业模式至于危险之境。大家共同面对的问题是替代技术有限,在技术上可用和在成本上经济实惠。工业中使用的热喷涂,辅料以粉末的形式使用,粉末被燃烧器和‘火焰’熔化,并通过热气体喷射器喷射到需要涂层部件表面。,熔融材料通过机械粘合附着在表面上。由于各种不同的材料都可以用作涂料,这种方式的高度灵活性的巨大优势就体现出来了,而这种工艺的主要缺点在于有限的最大机械应力水平。这是由于基材和涂层材料之间的机械结合,与电镀工艺产生的结合相比,粘合有着更少的“负重力”。因此,用热喷涂产生的涂层会更快地磨损。此外,热喷涂还会产生多孔的表面和材料层,容易导致破裂,并且往往还不能通过初始的方法修复。接下来的结果通常是一个部分透射的层,其不能与硬铬镀层相当。为了达到1-2%范围内的孔隙率,涂层的厚度会增加,而这又对工艺成本产生影响,因此相信热喷涂将最大限度的部分替代电镀。
高速激光熔覆是另一个选择
一个对未来更好的预测是以粉末为材料,激光为热源的熔覆工艺。该激光熔覆使用涂料作为粉末,通常为金属粉末。激光辐射同时熔化金属粉末以及基底材料并产生冶金结合,两钟熔融材料在稀释区域中连接在一起。这些冶金粘结层相比热喷涂层要耐磨得多,甚至可以增强电镀涂层部件的耐磨性。此外,激光熔覆能产生致密层,没有孔隙和裂缝,并还增加了一些优点。然而,激光熔覆在工业中的应用的成功案例有限,主要基于两个原因。 首先,激光熔覆层的厚度限制在0.5mm或更厚,结果就是激光熔覆在某些需要更薄涂层(石油和天然气,农业和发电厂应用)的应用中被排除了。第二点,激光熔覆的速度(平方厘米/分钟)被限制在了10至50平方厘米/分钟,这是对超出尺寸的部件以米而不是厘米为单位的限制。同时,在一些旋转的应用中这一缺点被Fraunhofer激光技术研究所 (ILT)消除掉了。在特殊升级过的车床上进行的许多基础试验中,使用了Laserline LDF 4000-8,具有光束转换器的二极管激光器,显示出了镍铬合金Inconel 625的防腐蚀层可以极快的应用,速度可达200米/分钟。这有助于将涂层厚度减小到20μm,并且可以同时将涂布面积增加到500cm2/ min。总而言之,超高速激光熔覆的专利工艺可以达到10到250μm之间的厚度。
成功的关键在于增加焦平面的强度。尽管标准的激光熔覆使用2-3mm甚至更大的光斑尺寸,但这种新方法是基于1mm的光斑尺寸。 此外,有必要对激光光斑定位,粉末供应和保护气体进行研究。
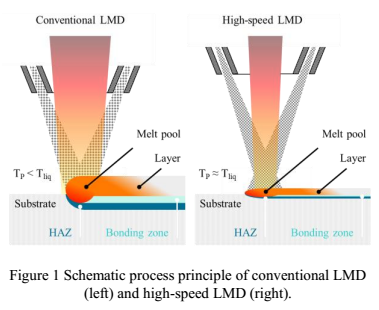
常规的激光熔覆是熔化基体材料和粉末,然后在此基础上产生熔池-它们仅在该平面中熔合。而超高速激光熔覆是将粉末颗粒加热到接近熔化温度,这既增强速度又有助于降低涂层厚度。两个过程原理如图1所示。粉末颗粒在高温下产生或多或少的熔融颗粒,而其仅需要与基材的熔池短暂接触就可以产生所需的冶金结合。相比传统工艺在熔池里熔化颗粒,这种方法带来了速度提升。相比之下基材中的熔池所需能量少了很多。在一些情况中,使用等量粉末的条件下,所需的激光功率可达到20KW,而高速激光熔覆工艺只需要2~4kW的激光功率。因此基于这种效率,同时减少购买资金投入以及运营成本,这种工艺更加经济实惠。最后,这种激光熔覆产生的是无孔涂层,表面具有非常低的粗糙度的,在涂覆后也仅需一些小小的处理。
有了这种高速激光工艺,就有了比热喷涂工艺更优的选择,这也是最有可能代替镀硬铬的方案。
早在2016年,首个客户项目就在ILT发展的专利技术的基础上,通过使用Laserline GmgH激光器成功地实现了。由于此项技术在全球引起了广泛的强烈的兴趣,很多合作伙伴在开展更多的项目,高速激光熔覆也会在行业中越来越多的被安装投入使用。
虽然该工艺最初仅适用于旋转中的部件涂层,但是现在有更多的想法与方法来建立更多选择,在不同形状工件上实现涂层。
Laserline和ILT将因此从事更多的开发,并将超高速激光熔覆应用于更多应用和目的。
Source: Fraunhofer ILT, Aachen, Germany在发电厂或者其他工业制造工厂,机械设备的金属部分在磨损方面常常经受着巨大的考验,工艺参数和一般的生产环境常常很糟糕,导致一些最重要的金属部件的腐蚀和磨损。为了应对这些情况和延长一些特别昂贵的生产设备的使用寿命, 这些设备的金属部分外表镀上特殊的涂层。旋转部件、管和其他功能性部件的整个表面都带有金属或者是陶瓷涂层。
这增加了工件对热度、潮湿、侵蚀性化学物质以及金属碎屑和飞溅物的抗腐蚀性。常常使用的加工是早期被称为硬铬电镀方式。它是一种电镀方法,把工件浸入铬电解质中,因此被铬层覆盖。如果有特殊部分不需要涂层,那部分在浸入电解液溶液前会被包裹起来。特别适用于大幅面与体型大的部件,紧挨着的选择区域也是可能进行涂层。
镀铬或将被禁用,新的涂层技术势在必行
镀硬铬未来的发展尚未定论,尽管在现阶段镀硬铬非常成功,但是现在普遍使用的三氧化铬(CrO3), 又称六价铬(Cr6+),连同其他有铬成分的物质被欧盟委员会于2013年定义为对人体有害物质,并被列入《关于化学品注册、评估、许可和限制的法规》附件的第14条中,这一常常讨论到条例是用来规范附件里列入的“高度关注的物质”(SVHC)的化学品使用。从2017年9月开始,这些物质只能在获得欧洲化学品总署的特殊且有限期认证后才能使用。获得这些认证的程序非常复杂,甚至在申请过程中会遇到一些棘手的问题。比方说,必须证明和保证任何SVHC(高度关注物质)将会在绝对安全的情况下使用并且没有其他物质可以代替该SVHC。如果真是这样,对于技术成熟的镀硬铬的使用,尤其是含有六价铬,可能会存在争议。因此,镀硬铬的行业已经高度警惕,并且已经在欧盟法院一场关于允许使用铬材料的官司上败下阵来。
基于上述事实,没有任何选择,只能找替代方法,以及为使用以上技术的任何企业提供新技术。任何人或企业普遍依靠镀铬技术都是把整个商业模式至于危险之境。大家共同面对的问题是替代技术有限,在技术上可用和在成本上经济实惠。工业中使用的热喷涂,辅料以粉末的形式使用,粉末被燃烧器和‘火焰’熔化,并通过热气体喷射器喷射到需要涂层部件表面。,熔融材料通过机械粘合附着在表面上。由于各种不同的材料都可以用作涂料,这种方式的高度灵活性的巨大优势就体现出来了,而这种工艺的主要缺点在于有限的最大机械应力水平。这是由于基材和涂层材料之间的机械结合,与电镀工艺产生的结合相比,粘合有着更少的“负重力”。因此,用热喷涂产生的涂层会更快地磨损。此外,热喷涂还会产生多孔的表面和材料层,容易导致破裂,并且往往还不能通过初始的方法修复。接下来的结果通常是一个部分透射的层,其不能与硬铬镀层相当。为了达到1-2%范围内的孔隙率,涂层的厚度会增加,而这又对工艺成本产生影响,因此相信热喷涂将最大限度的部分替代电镀。
高速激光熔覆是另一个选择
一个对未来更好的预测是以粉末为材料,激光为热源的熔覆工艺。该激光熔覆使用涂料作为粉末,通常为金属粉末。激光辐射同时熔化金属粉末以及基底材料并产生冶金结合,两钟熔融材料在稀释区域中连接在一起。这些冶金粘结层相比热喷涂层要耐磨得多,甚至可以增强电镀涂层部件的耐磨性。此外,激光熔覆能产生致密层,没有孔隙和裂缝,并还增加了一些优点。然而,激光熔覆在工业中的应用的成功案例有限,主要基于两个原因。 首先,激光熔覆层的厚度限制在0.5mm或更厚,结果就是激光熔覆在某些需要更薄涂层(石油和天然气,农业和发电厂应用)的应用中被排除了。第二点,激光熔覆的速度(平方厘米/分钟)被限制在了10至50平方厘米/分钟,这是对超出尺寸的部件以米而不是厘米为单位的限制。同时,在一些旋转的应用中这一缺点被Fraunhofer激光技术研究所 (ILT)消除掉了。在特殊升级过的车床上进行的许多基础试验中,使用了Laserline LDF 4000-8,具有光束转换器的二极管激光器,显示出了镍铬合金Inconel 625的防腐蚀层可以极快的应用,速度可达200米/分钟。这有助于将涂层厚度减小到20μm,并且可以同时将涂布面积增加到500cm2/ min。总而言之,超高速激光熔覆的专利工艺可以达到10到250μm之间的厚度。
成功的关键在于增加焦平面的强度。尽管标准的激光熔覆使用2-3mm甚至更大的光斑尺寸,但这种新方法是基于1mm的光斑尺寸。 此外,有必要对激光光斑定位,粉末供应和保护气体进行研究。
常规的激光熔覆是熔化基体材料和粉末,然后在此基础上产生熔池-它们仅在该平面中熔合。而超高速激光熔覆是将粉末颗粒加热到接近熔化温度,这既增强速度又有助于降低涂层厚度。两个过程原理如图1所示。粉末颗粒在高温下产生或多或少的熔融颗粒,而其仅需要与基材的熔池短暂接触就可以产生所需的冶金结合。相比传统工艺在熔池里熔化颗粒,这种方法带来了速度提升。相比之下基材中的熔池所需能量少了很多。在一些情况中,使用等量粉末的条件下,所需的激光功率可达到20KW,而高速激光熔覆工艺只需要2~4kW的激光功率。因此基于这种效率,同时减少购买资金投入以及运营成本,这种工艺更加经济实惠。最后,这种激光熔覆产生的是无孔涂层,表面具有非常低的粗糙度的,在涂覆后也仅需一些小小的处理。
有了这种高速激光工艺,就有了比热喷涂工艺更优的选择,这也是最有可能代替镀硬铬的方案。
早在2016年,首个客户项目就在ILT发展的专利技术的基础上,通过使用Laserline GmgH激光器成功地实现了。由于此项技术在全球引起了广泛的强烈的兴趣,很多合作伙伴在开展更多的项目,高速激光熔覆也会在行业中越来越多的被安装投入使用。
虽然该工艺最初仅适用于旋转中的部件涂层,但是现在有更多的想法与方法来建立更多选择,在不同形状工件上实现涂层。
Laserline和ILT将因此从事更多的开发,并将超高速激光熔覆应用于更多应用和目的。
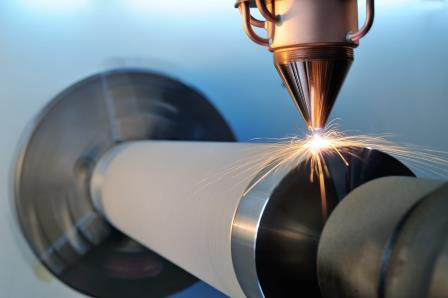

图片2和3 :用超高速激光熔覆涂覆液压柱塞(source: Fraunhofer ILT, Aachen/Germany)
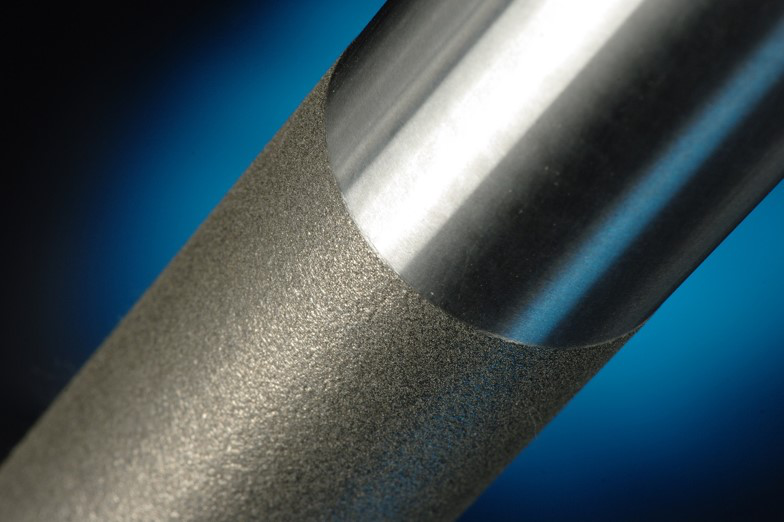
图片4:液压柱塞通过超高速激光熔覆涂层,并通过激光器进行加工(Source: Fraunhofer ILT, Aachen/Germany)
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

