




本文系统地总结了激光辅助 MicroLED 巨量转移技术的发展史和最新的研究进展。在工艺上,巨量转移分为激光剥离和激光转移两个步骤,分别对应将芯片从晶圆剥离至临时基板和从临时基板转移至驱动基板两个过程。在激光剥离方面,文章深入探讨了激光参数以及结构优化对剥离性能的影响。此外,还讨论了减轻热损伤和残余应力的关键策略。而激光转移则面临更加复杂的实际应用,本文系统拆解了三大主流激光转移技术(烧蚀转移、鼓泡转移及印章转移)的原理,指出这一技术现有的冲击波、残留物及工艺窗口窄等痛点。此外,文章还前瞻性地探讨了基于光场调制的并行转移方案,为工业级的高精度、高产出量产提供了方向选择和参考。
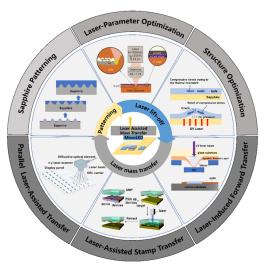
图1 MicroLED 显示器制造过程及其代表性示例示意图
最新进展
微发光二极管(MicroLED)技术起源于21世纪初,旨在满足市场对高分辨率、自发光微显示器的急剧需求。随着半导体与封装技术的飞速发展,LED芯片尺寸与像素间距不断突破物理极限,直接推动了MicroLED行业的繁荣。
相较于传统的LCD和OLED技术,MicroLED展现出了压倒性的性能优势。由于采用无机半导体材料,它彻底规避了OLED有机材料易老化、寿命短的致命弱点,在色彩饱和度、使用寿命和亮度稳定性上实现了质的飞跃。凭借自发光特性、极佳的耐久性和超小尺寸,MicroLED不仅适用于超高清大型显示器,更是AR/VR近眼显示、智能可穿戴设备、甚至可见光通信与生物医疗传感等领域的终极显示方案。
然而,MicroLED的全面商业化仍面临严峻的制造挑战。目前的主流制造工艺分为晶圆键合与巨量转移。晶圆键合虽集成质量高,但受限于晶圆尺寸,且难以实现全彩集成与后期修复。相比之下,巨量转移技术支持全彩化和任意显示尺寸,被公认为是大规模量产的必由之路。但当芯片微缩至微米级时,传统拾取工具完全失效。工业级量产对巨量转移提出了极其苛刻的指标:转移良率必须超过99.9999%,对准误差需控制在±1.5微米以内,且产能需突破每小时5000万至1亿颗。目前,如何实现海量微小芯片的高效、高精度转移,依然是当前整个行业亟待攻克的最大瓶颈。
论文图集
1、 激光剥离
在众多芯片剥离技术中,激光剥离通过短波长紫外激光精准照射界面,利用材料间的吸收差异引发热分解或汽化,成为实现MicroLED与刚性基板无损分离的理想方案。该技术兼具无损、高效、适应性强及工业成熟度高等显著优势。然而,剥离过程中的光热与光化学效应会不可避免地产生极端高温,进而引发剧烈的应力释放和氮气蒸汽压积聚,这不仅极易导致外延层和薄膜结构产生裂纹或翘曲,脉冲带来的瞬间急剧升温甚至会引发器件的反向漏电流。行业目前正集中发力,致力于通过优化激光参数与优化结构设计两大核心维度来彻底攻克这些工业化壁垒。
在优化激光参数维度,激光波长、脉宽和能量密度等参数对光热和光化学效应的调控至关重要。图2展示了不同激光通量下单激光脉冲照射的 GaN 薄膜的俯视图和相应的横截面 SEM 图像,确定了0.13 J /cm2的激光通量既可成功分离,又可避免点状损伤。同时,通过缩短脉冲宽度,可以有效限制热扩散并缩小热影响区,例如使用飞秒激光可以更好实现高质量的无损分离。此外,相比于传统的单脉冲模式,猝发脉冲模式通过将单次高能量分割为多个能量递减的子脉冲序列,能够以极其温和的方式向材料界面注入能量,有效抑制粗糙的熔融残留并实现无损转移(如图3所示)。根据图3(a)至(d)的分析,激光剥离技术中应选择满足��⩾1的高斯能量分布激光参数,以优化剥离效果并减少损伤。此外,如图3(c)和(d)所示,相比于均匀能量密度,高斯能量分布虽然在中心的法向应力基本一致,但能有效减小照射区域边缘的法向应力,并显著降低界面剪切应力的峰值,从而大幅度降低薄膜与衬底分离时发生机械损伤的风险。
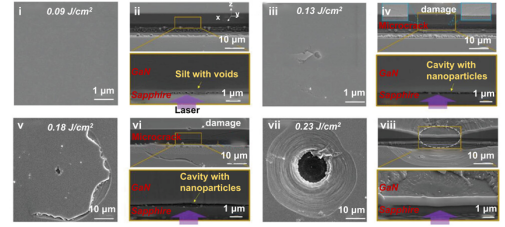
图2 不同能量密度下单脉冲照射的GaN薄膜的俯视图与截面SEM图像
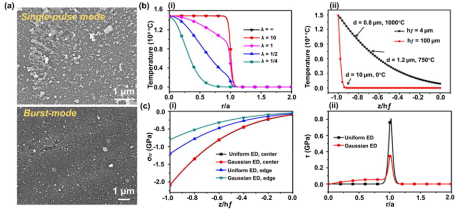
图3 (a) 在单脉冲和猝发脉冲模式照射下形成的沉积材料形貌;(b) 激光剥离过程中 GaN 薄膜的内部温度:(i) 具有高斯能量密度的宽度方向;(ii) 具有均匀能量密度的厚度方向;(c) (i) 在高斯能量密度和均匀能量密度的情况下,照射区域中心和边缘的法向应力;(ii) 两种能量密度下的界面剪切应力
在结构优化维度,预先完成图案化的GaN薄膜由于表面存在大量的沟槽和物理截断,极易在激光剥离时产生应力集中并导致外延层碎裂。为了强化结构稳定性,研究人员开发了多种结构优化支撑策略。在芯片间支撑方面,通常采用SU-8光刻胶或环氧封装树脂来填充芯片间的隔离沟槽,以此为脆弱的GaN薄膜提供坚实的机械支撑,并保证键合界面的热稳定性(如图4所示)。
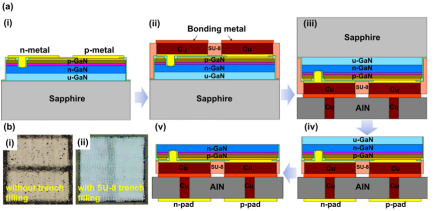
图4 (a) SU-8填充的制造工艺示意图;(b) 激光剥离后的光学图像
除了芯片间支撑,还可以在芯片内部加入支撑,通过在像素区域电镀一层较厚的金属镍Ni作为硬支撑掩模(如图5所示),可以有效抵御激光剥离过程中的冲击。此外,通过在生长结构中预先插入InN/GaN超晶格等牺牲层,使其吸收激光并热分解,也是一种获取无应力高品质薄膜的有效手段。
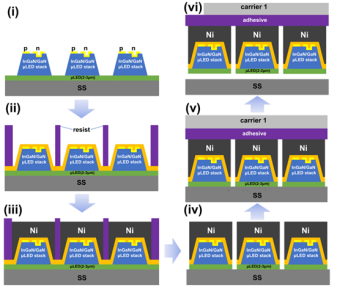
图5 使用Ni做硬支撑的制造工艺示意图
2、 激光辅助巨量转移技术的类型
2.1 直接烧蚀型激光诱导前向转移
该技术利用紫外激光直接穿透透明载体照射动态释放层 (DRL),释放层吸收高能后瞬间发生光解和烧蚀,所爆发出的高压气体将MicroLED芯片精准弹射至目标基板(如图7所示)。这种方法能够完美适应高度密集的芯片阵列转移需求。然而,气体驱动机制面临工艺窗口极窄的痛点:首先,转移后会在芯片表面留下严重的烧蚀残留物,必须经过额外的溶剂清洗才能去除,图7对比了清洗前后的表面状态和剩余元素;其次,烧蚀产生的超音速冲击波在极小间距内反射后会强烈干扰芯片的飞行姿态甚至造成物理碎裂,必须通过降低环境气压等手段来抑制。
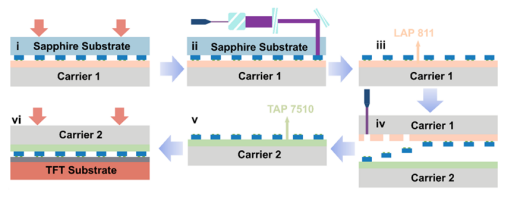
图6 直接烧蚀型激光诱导前向转移(LIFT)示意图
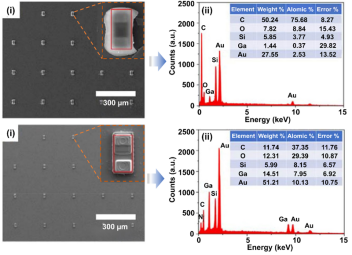
图7 清洗前后芯片阵列的 SEM 图像和对应的EDS图谱
最后,极高的着陆速度易引发撞击损伤,图8展示了通过引入双掩模系统(SBS)优化边缘能量分布(如图8(a-b)所示),图8(c)对比了传统掩膜和双掩膜系统的加工效果,可见在不同能量密度下其转移芯片的完整性都显著优于传统掩膜。此外,适当减小芯片尺寸(如图8(d)所示)以及采用具备高压缩性的聚合物增强型焊膏也可以用于缓冲冲击。
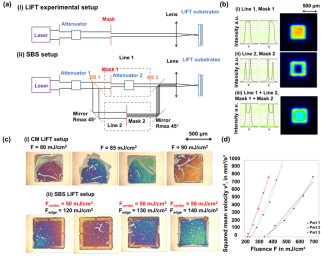
图8 (a) LIFT 实验装置:(i) 常规掩模 LIFT,(ii) 使用双掩模系统的SBS装置;(b) 基于SBS-LIFT实验装置的供体基板上的激光轮廓分布;(c) 使用常规掩模和SBS-LIFT装置转移的芯片的光学显微镜图像; (d) 半导体组件的速度平方与能量密度之间的关系(部件 1:100 µm × 100 µm × 90 µm,部件 2:150 µm × 150 µm × 100 µm,部件 3:200 µm × 200 µm × 170 µm)
2.2 基于鼓泡的激光诱导前向转移
为了规避直接烧蚀带来的严重冲击波与污染问题,基于鼓泡的LIFT技术被开发出来。该技术将激光精准聚焦于释放层(如聚酰亚胺PI)内部,引起材料局部汽化,促使表层未烧蚀材料向上隆起形成一个密封的鼓泡,以此作为机械气垫将芯片平缓推向接收端(如图9所示)。
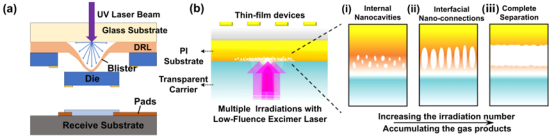
图9 (a)基于鼓泡的LIFT工艺示意图;(b) PI/基板界面随激光扫描次数的变化
鼓泡的形成体积、高度和动态演变与激光参数高度相关。能量密度过低会因空气阻力导致对准偏移,过高则会使芯片高速撞击受损。相较于纳秒激光,飞秒激光通过多光子吸收机制可产生深宽比更大的微小鼓泡,使推力更垂直,显著改善了芯片的飞行可控性。此外,DRL厚度及芯片固化嵌入深度的轻微偏差都会导致转移良率的急剧下降(如图a所示)。为解决转移间距过大带来的精度流失,研究人员还引入了热膨胀微球与气泡驱动结合的层级“气针”技术,DRL层吸收红外激光热量后一级大型气针高度显著增加,可以缩小微芯片与接收基板之间的间隙,随后二级小气针实现芯片的温和释放。这一技术可以在缩短实际抛射距离的同时实现了极高的贴装精度(如图10(b)所示)。
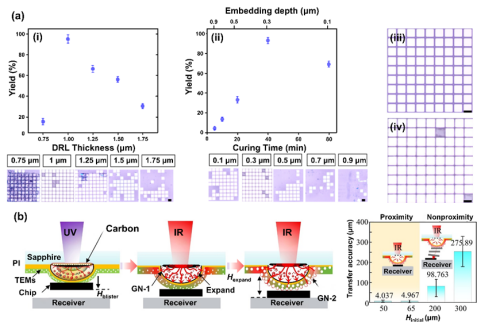
图10 (a) 转移良率与 (i) DRL 厚度以及 (ii) 固化时间之间的关系,(iii) 和 (iv) 分别为转移前供体基板和转移后接收基板的光学显微镜图像 (比例尺:100 µm);(b)层级“气针”的三步转移工艺示意图和不同初始高度下的转移精度
2.3 激光辅助印章转移
印章转移是一种摒弃了气体弹射、转而利用红外光热效应配合气压或重力实现脱落的高精度转移方法,这一方法的核心在于提高印章形变前后的粘附力差值。在热释放胶带工艺中,红外激光加热芯片及胶带界面,当温度超过临界值时,胶带表面粗糙度大幅增加或内部微球剧烈膨胀(如图11所示),致使界面附着力瞬间丧失,芯片便在重力作用下自然脱落至接收基板。此外,图12所展示的形状记忆聚合物(SMP)印章也被广泛采用,其微凸起的锥形尖端能在受热和冷却过程中发生形态的扁平与恢复,从而实现接触面积和附着力的“可编程”切换。尽管该技术对准精度极高,并且形状记忆聚合物印章的转移基板可以重复使用,但它高度依赖热传导,要求芯片具备一定的耐热能力以防热损伤;同时,基于重力的释放过程相对缓慢,制约了整体的吞吐效率。
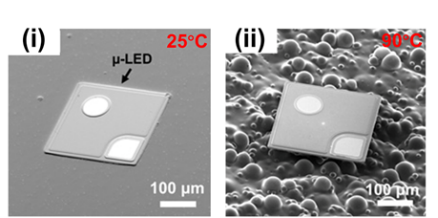
图11 加热前后的热释放胶带
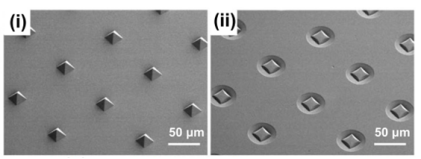
图12 加热前后的形状记忆聚合物表面
3、 激光辅助巨量转移的并行处理方案
传统的“激光+振镜扫描”串行处理方案效率受限,难以应对数千万像素级别的量产任务,因此,开发并行处理技术成为了跨越量产鸿沟的关键。目前的并行处理主要依赖固态激光器与准分子激光器两大流派,各自展现出不同的优势与挑战。在固态激光器方案中,主要利用衍射光学元件将单束激光高频分割为成千上万个子光束实现同步转移(如图13所示),或结合空间光调制器实现全二维光场的实时动态重构与图案转移。然而,空间光调制器有限的空间分辨率会诱发强烈的衍射旁瓣和能量泄漏,且随着分光数量的增加,固态激光的单点功率会迅速被摊薄;更严峻的是,液晶空间光调制器在高功率下存在致命的热效应问题,必须对光路进行诸如引入蓝宝石散热窗口等极限热管理设计。
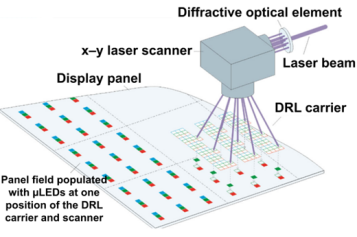
图13 激光辅助高速µLED组装示意图
在准分子激光器方案中(如248 nm KrF激光),凭借深紫外波段对GaN等材料极佳的本征吸收率,其已成为大面积量产的主流路线。由于原始准分子激光的能量分布并不均匀,必须通过微透镜阵列和傅里叶透镜组成的均束系统,将其重塑为能量均匀且边缘陡峭的平顶光束(如图14(a-b)所示)。图14(c)展示了准分子激光巨量转移的过程,配合掩模投影技术能在单次脉冲下实现数百颗芯片的无损同步转移,精度高达±0.3 µm。不过,准分子系统体积庞大、维护费用昂贵,且高度依赖固定图案的定制光刻掩模,这在一定程度上牺牲了制造的灵活性并推高了试错成本。
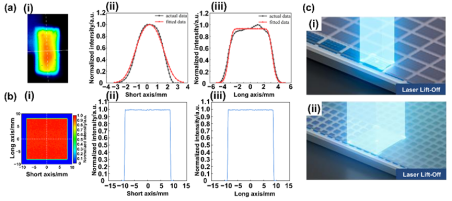
图14 (a) 准分子激光光束的实际强度分布:(i) 伪彩色图像,(ii) 能量分布(短轴),以及 (iii) 能量分布(长轴);(b) 沿焦平面形成的均匀光束的仿真结果:(i) 仿真强度分布图像,(ii) 归一化强度(短轴),以及 (iii) 归一化强度(长轴);(c) (i) 单个µLED激光剥离和 (ii) 芯片阵列激光剥离
未来展望
展望未来,关于 MicroLED 的大规模量产仍有几个关键问题亟待解决。在激光剥离领域,未来的核心研发方向包括:进一步降低对芯片的热应力损伤,提升大面积剥离的均匀性,以及开发能够兼容更复杂结构的通用低损伤工艺。对于激光辅助巨量转移技术,核心挑战在于:拓宽工艺窗口,消除残留物与冲击波干扰,在实现高界面附着力切换比和受控温升的同时达到超低损伤,并大幅降低系统成本。
MicroLED 巨量转移技术的历史性突破,将高度依赖于材料工程、光场调制以及系统级集成优化这三大领域的共同进步:
1. 在材料工程方面:设计新型功能材料系统至关重要。例如:开发具有定制化热响应特性的牺牲层,以实现精准的激光能量吸收和界面分离;通过创制具备梯度热导率或应力缓冲能力的智能界面材料,优化“释放/键合层”组合,从而应对热损伤和机械应力集中问题;利用二维材料或纳米层压夹层来调控界面附着力与释放应力;以及探索自修复与自组装功能材料,为转移器件的原位修复提供可能。
2. 在光场调制方面:研发重心将转向更智能、灵活且高效的并行光束整形方法。引入可编程光学元件,有助于实现波前校正和光强分布的均匀化,从而降低因能量分布不均而导致的残留或损伤风险。此外,将主动光学系统与人工智能及实时反馈控制深度融合,可实现激光光斑轮廓和能量分布的动态优化。借助可调光学透镜和整形器件与 AI 算法的结合,系统能够自适应位置、芯片批次或转移条件的变化。同时,通过分束、多束并行激光或干涉光场技术,可实现多颗芯片的同步转移,从而大幅提高吞吐量,这需要对光场分布、干涉结构、光束对准和光斑重建技术进行更加深入的研究。
3. 在系统级集成层面:开发更智能的制造工艺,打造高吞吐量的智能制造解决方案,推动各项技术向亚微米级精度和超过 99.999% 的良率迈进。具体措施包括:整合在线检测模块进行实时质量监控;通过激光微加工或定向沉积构建闭环修复系统,以实现选择性的缺陷校正;将激光转移技术与上下游工艺无缝衔接,从而打造全自动化的极致生产线。
目前的优先级正从追求过度细节的科学目标,转向高度实用的量产级指标。这些指标包括:量产级吞吐量、亚微米级贴装、严格控制的光束均匀性与脉冲稳定性、极低的温升与转移后残留,以及关键耗材的可靠寿命。一系列要求因此被提升到了工业生产中的核心地位,例如确立统一的掩模和载具类型、统一基准标记和芯片间距规范、建立具有明确验收标准且可跨平台移植的工艺方案,以及采用能输出一致结果的跨设备商计量方法等。确立这些工业基准将大幅缩短工艺开发周期,简化不同设备与站点间的技术转移,并确保成本和性能具备高度的可预测性。攻克这些挑战,将为 MicroLED 技术的全面产业化奠定坚实的基础,并加速其在消费电子、专业显示及其他新兴领域的广泛应用。(作者:罗成,胡有地,王世鹏,童鼎文,陈超,胡衍雷 作者单位:中国科学技术大学 文章来源:《纳米制造与计量》 )
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

