




领域正在发生着一场根本性的转变,随之而来的是产品、客户需求和业务流程的变化。加工链中部分环节的数字化使牙医、牙科技工室和牙科工业日趋紧密地联系在一起,所有参与者都处于接受和处理大量信息的压力下。从数字化印模到修复体完成的整个流程链是一个动态变化的过程。口腔领域的时代标志是:从铸造向数字化加工的转变。生成金属激光熔铸技术在牙科技术领域已得到了验证。虽然有很多潜在的用户,但要将该技术投入到牙科诊所和牙科技工企业,还存在一定的难度。其加工过程与铸造工艺完全不同。
高质量材料remanium® star CL
激光熔铸工艺(LaserCUSING®)可以制作内冠、固定桥基底、支架部分以及内冠和外冠,材料可用经济的remanium® star CL 钴铬合金粉末。对于一个高品质的修复体基底架而言,除了需要机械技术外,所使用的粉末材料也非常的重要:其化学组合、粉末形状、粒度和粒度分布决定着加工件的质量和精度。登特伦公司(Dentaurum)通过多年在正畸领域的实践积累了大量粉末制造工艺的经验和专业知识。公司一直遵照医疗产品法规进行生产,而且产品符合相关质量标准DIN EN ISO 9693 (DIN EN ISO - 德国、欧洲和国际质量标准)和DIN EN ISO 22674 的要求。为用户提供remanium® star CL 的质量标准认证证书。
表1:remanium® star 和登特伦钴铬铸造合金的组成成分

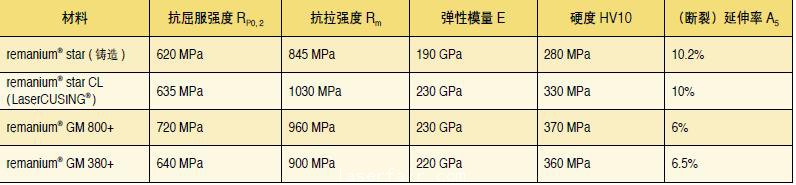
表2:remanium® star 和登特伦钴铬铸造合金的技术数据
激光熔铸加工件的结构
就像所有的金属和合金,remanium® star 合金在固态时也具有晶格结构。激光烧结时,与铸造相同,金属被熔化。在液体状态下,晶格结构消失。在随后的自然冷却过程中,无论是采用铸造技术还是激光熔铸工艺,熔化的材料都会再次凝固,从而重新形成晶格结构。remanium® star CL 在激光熔融状态下的(断裂)延伸率为10%,与铸造状态下的相同。由于激光熔融件具有非常细粒度的结构,使加工件的强度和硬度高于铸态条件(表2),因此加工出来的基底架形态更加精巧。
钴铬合金remanium® star CL 制作的支架
1935 年开始,几乎所有的支架加工材料都采用钴铬合金了。与贵金属合金和纯钛相比,钴铬合金的弹性模量高出两倍左右。此外,这种金属还具有高强度的特性。这两个特点保证了生产出的加工件刚性好、可抗高负荷的同时又不失精巧,如在义齿铸造支架的制作上。大约在1980 年,钴铬支架铸造合金和钴铬合金开始应用在铸造冠和桥方面。它的基本成分与支架铸造合金非常相似。通过对合金remaniumstar 和remanium® star CL 与支架铸造合金的GM 800+和GM 380+ 的比较可以看出它们的成分有很多相似之处(表1),技术参数也相似(表2)。不过从这些数据中可以明确得出结论:在化学成分相同的情况下,remanium® star CL 比铸造型具有更高的强度。
DIN(德国工业标准)的要求
DIN EN ISO 22674 针对牙科冠和桥以及支架材料设定的标准:根据其机械性能将材料分为6 种类型(类型0 至5)(表3),支架材料属于类型5。(类型5 定义 :用于设备,设备的各部件需要既有很好的刚性也要有很高的强度,如修复体中薄而可移动的部件,带有薄的横断面的部件,卡环)。在这个标准中对设备的机械性能提出了相应的要求。
表3:机械性能标准(DIN EN ISO 22674)

安全性:高于标准
这表明无论是合金remanium star 或者remanium®star CL, 还是合金remanium® GM 380+ 和remanium®GM 800+ 的指标都高于铸造支架的标准(参见表3)。因此,使用remanium® star CL 是符合标准的。铸造技术与生成熔铸技术比较从技术角度对金属激光熔融的加工方法进行评估:与铸态结构相比,细粉颗粒在结构上非常精细。这个特性不仅带来较高的强度,还能提高耐疲劳性。也就是说,塑型相同时,这种方式制作的卡环折断的风险低。登特伦公司在对remanium® star CL 材料采用金属激光熔铸工艺制作的金属支架进行检验并按照上述几点进行评估后,将金属支架列入remanium® star CL 的适应症范围。
制作出毫无质量争议的支架义齿还须考虑其它因素,如患者的个性化数据是义齿设计的基础,要将这些数据转换成机器可读的数据等。
在临床和牙科技工室均得到验证
很多使用了激光熔铸技术的用户都对激光熔融金属材料制作的修复体印象深刻。牙科高级技师,LAC 激光中心(Laser Add Center GmbH)的负责人沃纳• 艾伯特(Werner Ebert)早在五年前就开始关注生成激光熔融技术。两年前,LAC 雄心勃勃地投资了Concept Laser 公司的M2 cusing 金属激光熔铸系统。艾伯特在2009 年就已经确信LaserCUSING® 组件的质量已经达到了标准,可以满足高品质牙科工艺的要求。经过大约一年半的时间,LAC 开始使用M2 cusing 系统进行牙科修复体的加工,既为企业内部技工室制作修复体也承接外部技工室或者牙医的加工。

图1:激光熔铸技术加工的精巧的结构具有更佳的形状:支架上薄的卡环

图2:激光熔铸加工的卡环支架:位于定型板上的精巧的几何形状- 初加工件
艾伯特先生说:“我们的客户在一开始还是心存疑虑的,但现在他们已经对激光熔铸remanium® star CL制作的修复体的质量深信不疑。技工室可以自己做饰瓷的工作,他们已经体验到良好的金瓷结合效果。我们的牙医客户也十分满意激光熔铸技术制作的修复体,特别是10 到14 个单位连在一起的固定桥基底架,LaserCUSING® 制作的修复体的密合度非常完美。”艾伯特又补充说:“在热处理过程中,所有的型件还保留在定型板上。热后处理要按照登特伦公司提供的说明书进行操作,这样可以将超过4 个单位修复体上的残余应力释放掉。因为之后还能够做进一步的加工处理,所以这种技术的适应症没有限制。因此,支架、三级结构或者种植体支持式的结构都可以很容易地制作出来。”#p#分页标题#e#
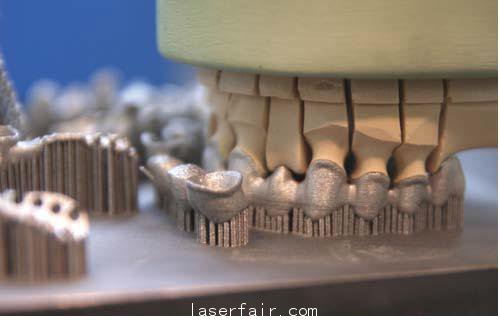
图3:“ 激光熔铸加工的修复体精确度非常完美”,牙科高级技师沃纳• 艾伯特说

图4:由激光熔铸技术制作的桥:右侧的桥已经过加工,左侧的尚未处理

图5:M2 cusing 激光熔铸系统
令人信服的美学效果:得益于激光熔铸的细致结构
艾伯特认为,remanium® star CL 材料的优势使得加工件的抛光结果优于铸造或者研磨的半成品的抛光。此外,因为硬度较高,该材料可以加工出更精巧的结构,具有更好的美学效果,使患者受益。例如,支架上较薄的卡环,与铸造出来的相对粗大的卡环一样,具有同样优异的材料特性。此外德国维他公司(VITA)证明,激光熔铸的冠和桥不会出现砂眼和缩孔,避免了由此造成的崩瓷风险。
减少牙科技师的后续工作
后续的工作是去除支撑的几何形状部分。从前这个部分非常坚固,如今支撑的部分已经变得很细小非常易于去除。可使用一把技工室手机处理支撑连接的位置以及咬合面。每个内冠的处理大约需要2 分钟。卡环支架的支撑部分位于背部,这样可以保证腭侧面的精确度。
效率:更快完成牙科细节
在LAC 提交数据后,牙冠和三单位的固定桥的交活时间只需一天。较大的修复体设计则需要两天时间。对于众多牙医用户,应用这种激光熔铸技术还有另外一个好处:通过这种方法制作的修复体密合度极高而且为粘结剂留出均匀一致的间隙,由此为他们节省了临床戴牙的时间。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

