




2.系统介绍
法利莱的装备采用整体式设计,激光器、外光路、切割头、四轴联动、上下料机构均布置其上,提高了整套系统的硬、软刚性,克服了光路不稳、加工误差大的缺陷,保证了定光路设计的可靠性,在可靠性上比国外的分体式设计更具优势。整体设备布局图如图1所示。床身部分设计紧凑,占地面积小,放弃了传统的激光器支架,机床电柜,机床床身三件分离方案,达到更稳定、更可靠、精度更高的目的。采用机械手进行变档套的上下料,在机械手上安装快换夹具进行变档套自动上下料,机械手与切割头相互配合进行全自动上下料与激光切割,效率更高。
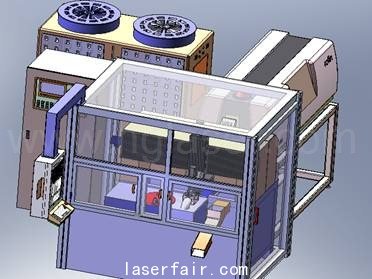
图1 整体设备布局图
该设备具有切割头的X、Y、Z轴运动和切割的旋转轴C轴四轴联动功能;在相应夹具配合的情况下,激光设备切割专用的导向套筒功能,工装夹具如图2所示;功能区域封闭,并具有工作区域照明功能;配置激光防护罩,保证操作者和设备的安全。

图2 工装夹具
3.工艺研究
在实际生产中,激光切割质量的优劣一般指切割尺寸精度高低和切割端面质量的好坏。目前国际上对激光切割的质量评价还没有一个统一的标准,一般从以下四个指标进行判断:切口宽度及表面粗糙度;热影响区的宽度,有无烧伤;切口断面的波纹;切口断面或下表面有无挂渣。
影响激光切割质量的因素很多,除了切割参数和工件本身特性的影响以外,还同照射功率密度、喷嘴直径和喷嘴与工件表面间距等因素有关。综合国内外大量的理论研究和实验分析,影响激光切割质量的主要因素可以分为两类:一类是加工系统性能和光的影响;另一类是加工材料因素和工艺参数的影响。在影响激光切割质量的诸多因素中,有的是由加工工作台本身确定的,如机械系统精度、工作台振动程度等;有的是材料固有的因素,如材料的物理化学性质、材料的反射率等;而还有一些因素是要根据具体的加工对象以及用户质量的要求做出选择,进行相应的调整,来确定相关的参数,如输出功率、焦点位置、切割速度以及辅助气体压力等等。因此,对于一个完整的系统,必须对其可控因素与加工质量之间的关系进行深入地研究,在掌握其规律基础上,采用数控方法进行最优化控制。图3为变档套切割成品。

图3变档套切割成品
4.总结
该项目主要成果如下:
(1)整体式设计,激光器、外光路、切割头、四轴联动、上下料布置保证了定光路设计的可靠性。
(2)采用独特的辅助装置,使用双工位圆盘上料装置,提高效率,确保安全,柔性上料底盘补偿坯料的尺寸及形状误差。
(3)简单的挂钩拨叉下料装置动作精确柔和,避免了国外机型气缸撞击(或高压吹气)的震动与噪音以及对设备精度的影响,且降低了成本。
(4)夹持机械手根据零件的形状及误差特性,采用了四点柔性预定位及契形锁紧原理,保证了对零件夹持的准确及可靠性。
产品加工精度全部满足客户Cmk值要求,属于加工免检类设备。变档套激光切割机采用了一系列当今世界上的顶尖技术,使其加工能力及加工质量均超过德国设备,得到德方的认可,成本仅为国外的三分之一。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

