



铝合金广泛地应用在汽车、航空航天、轨道交通等行业用,传统连接方式主要通过机械连接、电弧焊等实现。常规激光焊接铝合金由于铝合金表面氧化膜的存在以及液态铝合金低表面张力等特性易导致匙孔坍塌、形成气孔。气孔大量存在焊缝处,降低了搭接工件之间的有效接合面积,使接头力学性能弱,限制了激光焊技术在铝合金上的应用。与传统焊接方式相比,激光焊能提供更高的生产效率、更好的焊缝质量,实现复杂结构的高精度焊接以及自动化等。

铝合金门窗

汽车白车身
激光焊接是将高强度激光辐射至金属表面,通过激光与金属间热力耦合作用使金属熔化再冷却结晶形成焊缝的技术。根据激光焊接的热作用机制可分为热导焊和深熔焊两种,热导焊主要应用于精密零件的封装焊接或微纳焊接;激光深熔焊主要用在需要完全熔透的材料焊接中,其焊接过程会使材料汽化,熔池中出现匙孔现象,是目前使用最广泛的激光焊接方式,也是铝合金焊接的首选方式。
创鑫激光激光熔焊优势是激光焊接铝合金采用摆动激光焊接,不添加辅助材料,焊接设备简单,无需耗材,便于自动化。劣势是对焊接间隙的要求高,否则焊缝容易塌陷;焊接起点与终点易产生重点;焊接过程稳定性一般,易产生焊接缺陷。
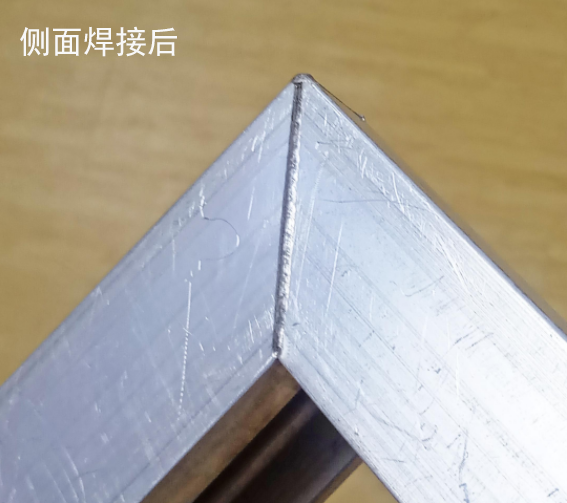
参考案例:建筑装修行业—5系铝合金门框焊接


由于铝合金固有的物理性质,比如对激光低的吸收率、合金元素的低沸点、高的热导率、高的热膨胀系数、相对较宽的凝固温度区间、高的凝固收缩率、低粘度以及液态下高的吸氢性等,因此在激光焊接过程中容易产生气孔、热裂纹等缺陷。
其中,气孔是铝合金激光焊接过程中最容易产生的缺陷形式,它会破坏焊缝金属的致密性,削弱焊缝的有效截面积,降低焊缝的力学性能和耐腐蚀性,因此必须采取有效措施防止气孔产生,提升焊缝内部质量。
该如何有效抑制激光焊接气孔?创鑫激光推出了三种新工艺,分别是通过焊前表面处理方式抑制焊接气孔、通过焊接工艺参数抑制焊接气孔、通过正确选择保护气体及流量抑制焊接气孔等。这三种新工艺,已经被实践证明,是可靠有效的。
激光焊接铝合金抑制气孔缺陷一直是行业难题,受铝合金材料本身性能影响,在焊接过程中不能完全避免焊接无气孔现象,只能降低气孔率。创鑫激光通过焊接前后的工艺优化,实验总结提出3种抑制气孔的方式,供行业同仁参考。创鑫激光不仅专注激光器产品技术的研究和创新,同时也在开发探索各种激光加工工艺,并期待与更多行业专家探讨,推动我国激光加工技术的提升。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

