




随着激光技术的飞速发展,激光器和激光切割设备的功率越来越高。对于用户来说,在功率提升的基础上,他们不仅关心钣金切割厚度的提高,更在意钣金切割的质量好坏。本文从气体、工艺、调试全面分析如何切出高质量不锈钢厚板:
一、不同辅助气体对不锈钢切割的影响

二、不锈钢厚板切割工艺分析
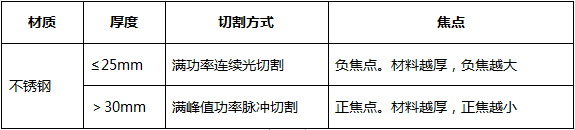
万瓦激光器切割不同厚度的不锈钢,确保切割断面细腻,不分层,应采用不同的切割方式:
1、频率变化
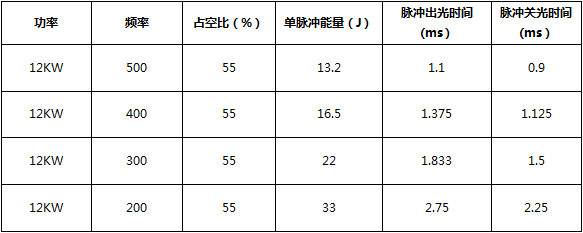
频率变化的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善,频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出最佳频率范围。确保最佳切割断面,必须保证脉冲次数与单脉冲能量完美匹配。
2、焦点变化
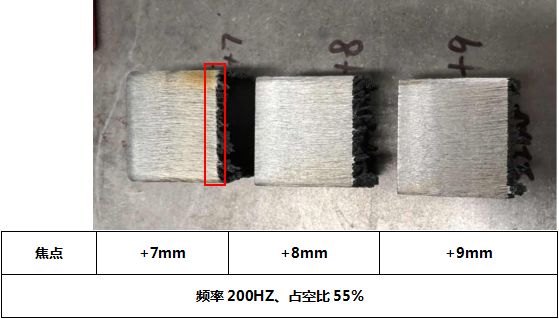
焦点变化的影响:焦点+7mm出现下断面分层,切割面发黄,随着焦点的上升,下表面未切透痕迹分层减轻,焦宽2mm左右,焦点上升至+10mm时,无法切割,反蓝光。通过焦点的偏置,找出最佳面焦点位置。
3、占空比变化
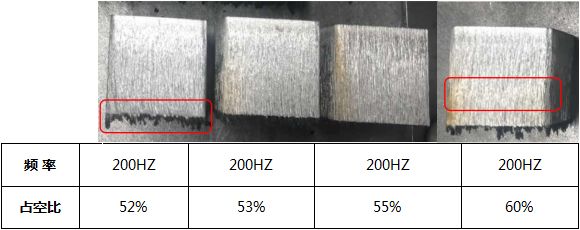
占空比的变化的影响:占空比53%是临界值,继续降低占空比,下表面出现未切透痕迹,占空比增大到60%,断面变粗糙,分层明显,切割表面发黄。
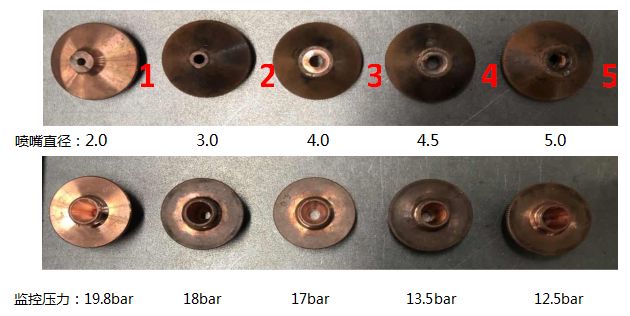
4、喷嘴气流变化(气压设置21bar)
喷嘴气流变化的影响:除直径2.0喷嘴外,其它几个喷嘴效果无明显差异。直径8.0的喷嘴,设置21bar,实际气压10bar,无法正常切割。不锈钢越厚,喷嘴应使用越大,气压设置越高,压力和流量应同时满足才能切割出正常断面效果。
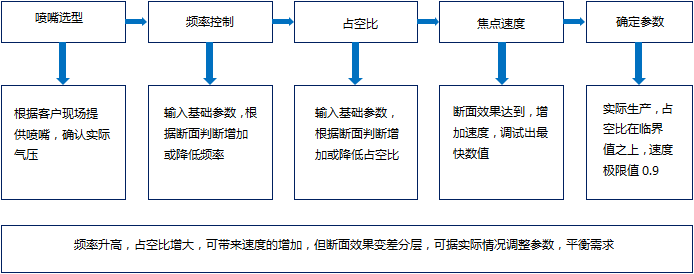
三、不锈钢厚板切割调试方式
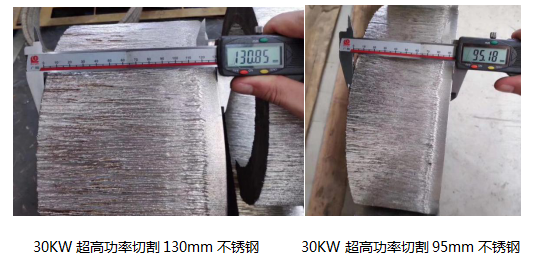
四、创鑫万瓦激光器及切割厚不锈钢效果
一、不同辅助气体对不锈钢切割的影响
二、不锈钢厚板切割工艺分析
万瓦激光器切割不同厚度的不锈钢,确保切割断面细腻,不分层,应采用不同的切割方式:
1、频率变化
频率变化的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善,频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出最佳频率范围。确保最佳切割断面,必须保证脉冲次数与单脉冲能量完美匹配。
2、焦点变化
焦点变化的影响:焦点+7mm出现下断面分层,切割面发黄,随着焦点的上升,下表面未切透痕迹分层减轻,焦宽2mm左右,焦点上升至+10mm时,无法切割,反蓝光。通过焦点的偏置,找出最佳面焦点位置。
3、占空比变化
占空比的变化的影响:占空比53%是临界值,继续降低占空比,下表面出现未切透痕迹,占空比增大到60%,断面变粗糙,分层明显,切割表面发黄。
4、喷嘴气流变化(气压设置21bar)
喷嘴气流变化的影响:除直径2.0喷嘴外,其它几个喷嘴效果无明显差异。直径8.0的喷嘴,设置21bar,实际气压10bar,无法正常切割。不锈钢越厚,喷嘴应使用越大,气压设置越高,压力和流量应同时满足才能切割出正常断面效果。
三、不锈钢厚板切割调试方式
四、创鑫万瓦激光器及切割厚不锈钢效果
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

