




本文作者:英诺激光 | 嵇煜、胡琛
1、引言
镁合金以比强度高、比刚度好,轻量性和铸造性好等一系列优点,在交通运输、航空航天、电子产品和医疗器械等领域得到广泛应用[1],被认为是21世纪最具发展潜力的绿色工程材料。然而镁合金的电极电位极低,在潮湿环境下极易腐蚀,限制了其工业发展,因此提高镁合金耐蚀性具有重要的现实意义。
改善金属材料耐蚀性主要从合金成分、快速凝固工艺以及表面处理三方面入手。改变成分旨在镁合金中加入少量稀土元素而提高其本身耐蚀性,但稀土元素高额的成本并不适用于工业应用;快速凝固技术具有复杂繁琐的步骤,在快节奏工业生产中没有优势;表面处理凭借其较高的性价比在防腐领域应用甚广,而对镁合金基体改性形成超疏水表面也是近年来使用到的一种简单且高效的方法[2]。超疏水镁合金具有很好的超疏水性能,在卫星天线、雷达的保洁表面,以及航空材料、汽车壳体表面等都具有非常高的应用价值。 1.1 超疏水状态 超疏水是一种特殊的润湿性状态[3],润湿是指当液体与固体表面接触时,液体取代原气-固接触面,而形成新的固-液界面。固体表面的润湿性由静态接触角的大小来表征,如图1.1所示,当液滴稳定地停留在固体表面时,在液滴边缘的切线处与固体表面所形成的夹角被称为接触角。 图1.1 接触角理论模型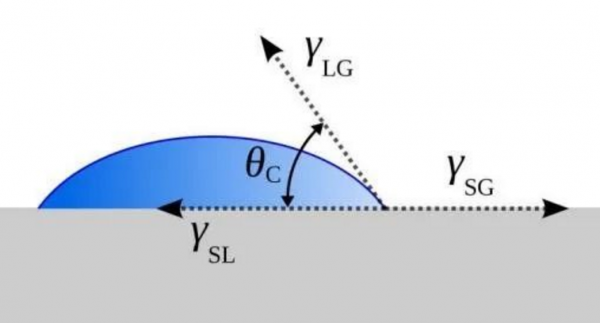
由杨氏方程可知,静态接触角的大小与固体表面化学自由能有关,可以通过降低表面化学自由能来提高静态接触角。润湿性状态也是由静态接触角的大小来定义。通常情况下,当接触角在0°<θ<10°时,水滴基本平铺在固体表面,称为超亲水状态;接触角在10°<θ<90°时,称为亲水状态;接触角在90°<θ<150°时,水滴在表面呈现半球形状,此时称为疏水状态;而当接触角在150°<θ<180°,滚动角<10°时,水滴滴落在表面呈现近球形状,此时称为超疏水状态。 图1.2 不同湿性状态的接触角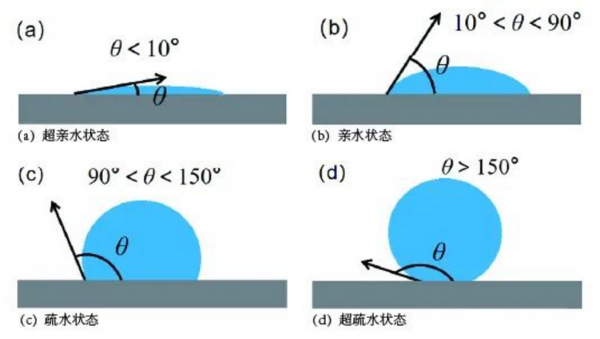
1.2 皮秒激光器的加工技术 针对镁合金耐蚀性差的问题,我们采用自主研发的皮秒激光器对镁合金进行加工,对表面处理实施性价比更高的激光加工方案以适用于工业化生产应用。激光加工技术具有可便利地加工出表面微织构、可调控表面润湿性和对环境要求低等优势,而超短脉冲激光在加工过程中更是具有较小的热影响,如图1.3所示,对表面形貌的构建有更好的展现性。该项目采用的方法相较于其他表面处理提高耐蚀性,具有高精度、高效率、低成本的优势,以致力于激光在行业中的应用。 图1.3 激光加工原理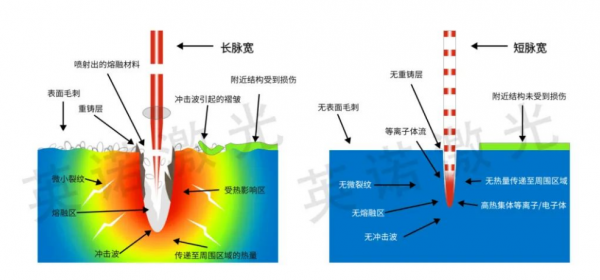
02、固体表面润湿性的基本原理 固体材料的润湿性是由表面自由能和粗糙度所决定的[4,5],因此,采用激光技术构建呈周期性排列的凹坑和柱状凸起的微织构,伴随微织构周围由激光加工过程中产生的微纳米颗粒,提高表面粗糙度,当液滴滴落在固体表面时,微纳米颗粒将“托”着水滴在液体与固体之间形成一层“空气膜”,使水滴无法完全润湿表面,更有利于超疏水Cassie状态的形成。
图1.4 Cassie-Baxter理论模型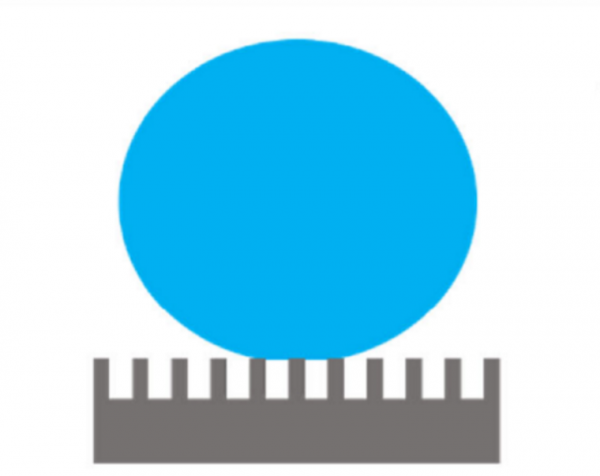
由Wenzel理论可知,亲水材料表面在增加粗糙度后会变的更加亲水。通常,金属材料的表面自由能较大,而呈现出亲水性[6-8]。因此除了粗糙度,表面自由能对润湿性也有着不可忽略的影响,相关研究表明,C元素含量对材料表面润湿性存在极大影响[9,10],较多的含C有机物会降低表面自由能而呈现出超疏水性,为了提高表面有机C分子,经常采取有机物的涂覆或低温热处理的措施。
03、皮秒激光对镁合金的刻蚀实验
3.1 实验材料和装置 本实验所用的材料为AZ91D镁合金,试样尺寸为30mm×30mm×6mm,分别采用240目、500目、800目、1200目、1500目砂纸对镁合金表面进行打磨,而后用乙醇溶液进行超声波清洗20min,烘干备用。 实验所采用的设备为自研微加工平台,AMT系列工业级皮秒激光器和奥林巴斯BX51光学显微镜。 图1.5 英诺激光AMT皮秒激光器及皮秒微加工平台
图1.6 皮秒加光加工系统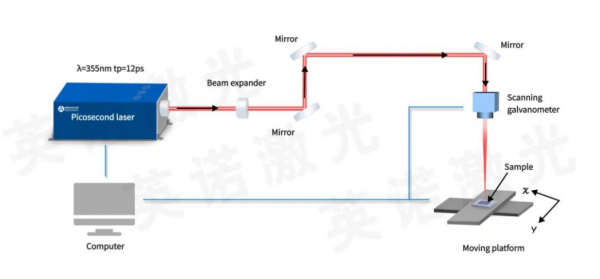
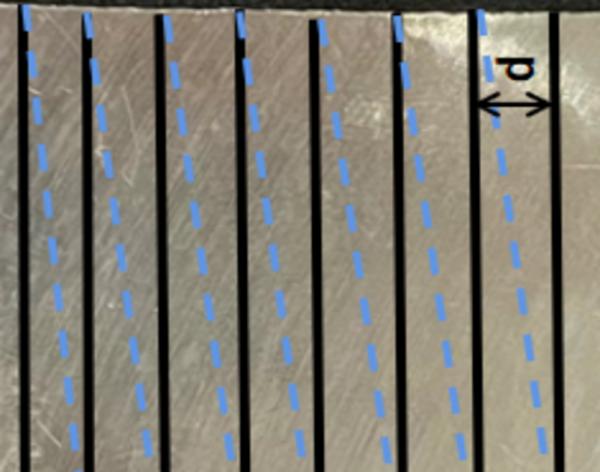
3.2 实验结果 单X轴或单Y轴的扫描路线可以形成周期性的凹槽,但相关研究表明在同等参数加工下,单轴加工后的表面接触角小于双轴加工,因此采用交叉型扫描路线,如图1.7所示,先进行X轴加工,再进行Y轴加工,扫描间距为d。 图1.7 AZ91D镁合金激光扫描路径
研究了激光能量密度对表面形貌的影响规律,优化了激光平均功率对微织构排列的工艺参数。图1.8为不同能量密度对镁合金表面形貌的影响,从三维形貌图中可以观察到,当能量密度为0.956J/cm²和1.611J/cm²时,激光已开始对镁合金基体产生刻蚀效果,其中微织构并没有形成很深的凹槽,这是由于激光能量密度过小,无法在镁合金表面形成一定深度;当能量密度提升到2.433J/cm²和3.389J/cm²时,表面形成高度不一的微织构呈一定周期性排列,且局部受热影响产生堆积现象,在激光加工过程中金属液滴的飞溅有利于微纳米颗粒物的产生;当能量密度达到4.445J/cm²和5.58J/cm²时,表面受到了较为严重的热影响,几乎全表面发生重熔现象,加工的微织构呈不规则状排列。由此可知,当能量密度在2.433~3.389J/cm²时,最适合周期性微织构的构建。 图1.8 不同能量密度对表面形貌的影响。从左至右 (a) 0.956J/cm² (b) 1.611J/cm² (c) 2.433J/cm² (d) 3.389 J/cm² (e) 4.445J/cm² (f) 5.58J/cm²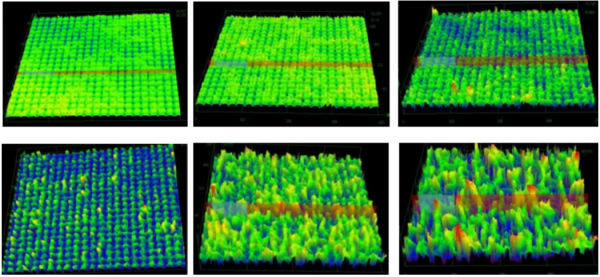
上述实验内容通过控制变量法确定了激光能量密度的选用范围,而影响表面润湿性的工艺参数还包括激光扫描速度、扫描间距和重复次数,采用相同方法依次缩小最优工艺参数的选择范围。 经过不断的参数优化,当能量密度为3.389J/cm²,速度为800mm/s,扫描间距为30μm,重复次数为6次和能量密度为4.44J/cm²,速度为1000mm/s,扫描间距为30μm,重复次数为7次时,在低温热处理后表面达到了超疏水的效果,其三维形貌如图1.9所示,可以观察到微织构呈周期性排列且凹坑存在一定深度,对其润湿性进行测量,静态接触角分别达到了150.67°和151.19°;采用高速摄像头对其滚动角拍摄,如图1.10所示,测量滚动角为3.5°,完全符合超疏水表面的要求。 图1.9 超疏水表面三维形貌图及接触角测量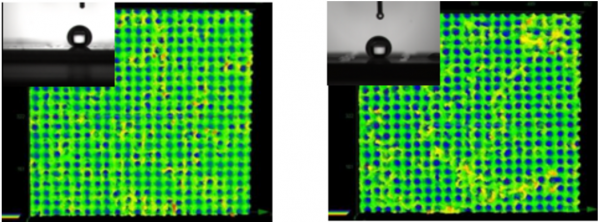
上述结果显示,使用自研的红外皮秒激光器进行金属材料表面微织构的加工时,通过工艺参数不断优化,可以得到呈周期性整齐排列的微织构,为超疏水表面的构建做好铺垫,也为激光微织构提高金属材料性能大规模的工程应用做好基础。 图1.10 滚动角测量 3.3 总结 本文介绍了镁合金广阔的发展前景以及超疏水表面的基本原理和优势,从微织构的构建入手,采用自主研发的高性能红外皮秒激光器在镁合金表面进行加工,结合低温热处理,实现了镁合金表面润湿性的调控,研究了不同激光工艺参数对表面形貌的影响规律,并揭示了相关机理,结果表明:激光能量密度、扫描速度、扫描间距以及重复次数对镁合金表面形貌及润湿性有着重要影响。周期性织构表面疏水性优于随机织构表面;微织构周围附着激光加工时产生的微纳米颗粒,形成多级结构,有利于超疏水表面的构建。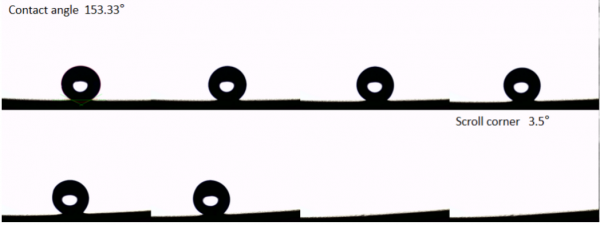
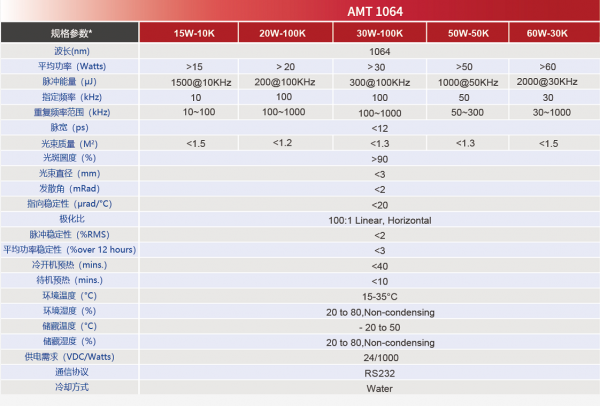
04、英诺激光皮秒激光器 AMT系列
AMT-1064系列红外皮秒激光器,拥有领先的自动换点技术和光斑补偿技术,先进的技术保证了优质的光束质量、光斑大小、延长晶体使用寿命及提高了激光器的稳定性同时采用紧凑型的一体化设计,能有效简化客户的整机设计,为集成商降低集成成本与难度,提高生产效率。 激光器可通过外部触发信号控制,支持多种触发模式可选,客户可按需选择高/低电平触发,上升沿/下降沿触发模式;其中上升/下降沿触发模式可实现按需脉冲触发(POD)功能。 AMT1064 AMT-1064红外皮秒激光器拥有优质的光学质量,光斑质量(M²<1.2),圆度可达90%以上,可靠的脉冲稳定<2%、功率稳定性<3%。激光器功率涵盖15-75W,可定制90W,工作频率范围涵盖10-1000kHz,最高可定制达10M。脉冲能量最高可达2mJ,12ps的超窄脉冲宽度。在100K时,可提供>30W的输出功率,单脉冲能量可达300μJ以上,且脉冲串模式下最多可提供1-10个脉冲选择,并且可以按需对单个脉冲的能量进行调节。 应用领域 凭借以上的优势,AMT-1064红外皮秒激光器不仅在镁合金表面进行激光加工具有优势,同时更可以广泛应用于各种透明脆性材料如玻璃、蓝宝石、全面屏等切割;切割厚度范围广,切割质量好(几乎无粉尘、无崩边、碎屑、微裂纹),而且可实现几乎无锥度任意形状切割(直线、曲线、圆孔等)。

参考文献 [1] Polmear I J, StJohn D, Nie J F, et al. Light alloys: metallurgy of the light metals[M]. 5th ed. Oxford: Butterworth-Heinemann Elsevier Ltd., 2017. [2] Wang Z W, Li Q, She Z X, et al. Facile and fast fabrication of superhydrophobic surface on magnesium alloy[J]. Applied Surface Science, 2013, 271: 182-192. [3] 江雷.从自然到仿生的超疏水纳米界面材料[J].新材料产业,2003(03):60-65. [4] Jiang L , Wang R , Yang B , et al. Binary cooperative complementary nanoscale interfacial materials[J]. Pure & Applied Chemistry, 2000, 72(1-2):73-81. [5] Zhu Y , Zhang J , Zheng Y ,et al.Stable, superhydrophobic, and conductive polyaniline/polystyrene films for corrosive enviromnents[J].Advanced Functional Materials, 2006, 16(4):568-574. [6] Kietzig A M, Hatzikiriakos S G, Englezos P. Patterned superhydrophobic metallic surfaces[J]. Langmuir, 2009, 25(8): 4821-4827. [7] Ta D V, Dunn A, Wasley T J, et al. Nanosecond laser textured superhydrophobic metallic surfaces and their chemical sensing applications[J]. Applied Surface Science, 2015, 357: 248-254. [8] Trdan U, Hocevar M , Gregorcic P. Transition from superhydrophilic to superhydrophobic state of laser textured stainless steel surface and its effect on corrosion resistance[J]. Corrosion Science, 2017, 123: 21-26. [9] 杨奇彪, 邓波, 汪于涛, 等 . 飞秒激光诱导铝基的超疏水表面[J]. 激光与光电子学进展, 2017, 54(10): 101408. [10] 张径舟, 陈烽, 雍佳乐, 等.飞秒激光诱导仿生超疏水材料表面的研究进[J]. 激光与光电子学进展, 2018, 55(11): 110001.
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

