





本文探讨了 激光电弧复合增材制造Al-Zn-Mg-Cu合金的形成机理。本文为第一部分。
摘要
为了平衡Al-Zn-Mg-Cu合金的元素汽化、组织均匀性和机械性能,提出了一种脉冲激光加钨惰性气体(TIG)电弧混合增材工艺。激光电弧混合增材制造(LAHAM)试样的蒸发锌量仅降低了2.5%,而WAAM试样的蒸发锌损失高达8.3%。与WAAM法得到的试样相比,LAHAM法得到的试样的晶粒尺寸减小了约2倍。LAHAM试样中< 100 >纹理显著降低,原因是出现等轴晶粒和晶粒细化。LAHAM试样中Al、Zn、Mg、Cu元素分布均匀,与WAAM试样相比,LAHAM试样元素分布均匀。LAHAM试样中纳米析出物分散分布在晶粒内部,而WAAM试样中纳米析出物仅出现在晶界附近。与WAAM相比,LAHAM的抗拉强度和屈服强度分别提高了11.4%和29.9%。屈服强度的大幅度提高主要归因于沉淀强化,而不是晶界强化或固溶强化。
1, 介绍
高强度Al-Zn-Mg-Cu合金(7xxx)具有比重小、比强度高、耐腐蚀性强等特点。因此,Al-Zn-Mg-Cu合金广泛应用于航空航天领域,从飞机机身蒙皮到航天器座舱。然而,传统的“铸造/锻造/切割”等方法,由于不方便且产生大量的浪费,无法满足大型复杂结构的迫切需求。因此,需要一种既便宜又能提供高结构灵活性的Al-Zn-Mg-Cu合金的创新制造方法。
增材制造提供了一些优势,并克服了传统制造过程的瓶颈,如高生产灵活性和高效率。Al-Zn-Mg-Cu合金中含有Zn、Mg等低沸点元素,具有较高的凝固开裂敏感性。因此,这限制了增材制造的潜力。Kaufmann等观察了7075铝合金选择性激光熔化(SLM)过程中Zn的汽化,发现Zn的含量损失为30.8%。Zeng等研究了al - zn - mg - cu合金SLM中的凝固裂纹现象。根据他们的研究,裂纹不能通过优化工艺参数来消除,这与Stopyra等的研究相似。近年来,在Al-Zn-Mg-Cu合金中添加成核粒子(Si、Sc、Zr、TiB2等)可以有效地控制增材制造过程中的裂纹。Sistiaga等人通过添加Si颗粒实现了无裂纹7075铝合金试样。然而,在7075铝合金中发现Si是杂质,随着Si的加入,断裂韧性显著降低。Martin等报道成功制备了纳米ZrH2改性7075铝合金。然而,添加ZrH2颗粒的方法导致了沉积试样的孔隙,使其机械性能降低。虽然这些方法有助于抑制裂纹的产生,但对于Al-Zn-Mg-Cu合金的增材制造方法仍有待探索。

CMT的过程。(A)电流、电压随时间变化示意图;(B)高速图像的不同处理阶段。线径为1.2 mm。
除了通过控制电气参数来优化工艺的可能性外,CMT工艺在其控制系统中实现了线速度作为附加参数,如上图所示的典型工艺。在电弧燃烧阶段(阶段1),丝电极被馈送到熔池。一旦焊丝电极接触熔池,电流就会减少(点2)。在短路阶段(阶段3),焊丝的馈送方向会改变,以支持光滑的液滴脱离,例如,焊丝从熔池中移动。在第4点,跳线刚刚断裂,金属蒸汽等离子体出现,电流急剧上升。当以气体为主的焊接电弧建立(第5阶段)时,再次改变焊丝的进给方向,使焊丝向熔池方向移动。
FRONIUS在2009年提出了一种增强型CMT版本,称为先进CMT。CMT技术在标准CMT的基础上进一步改进,在相同的热输入条件下,沉积速率可提高60%,具有低失真、低发射和优异的间隙桥接性。它还允许选择结合逆转的导线移动和焊接电流极性变化在短路阶段的控制和焊接过程的稳定性。
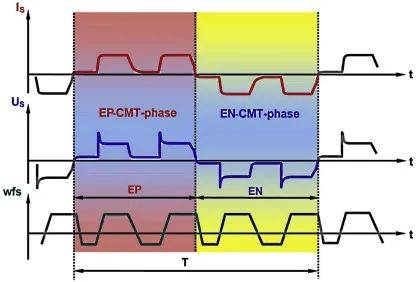
焊接电流(IS)、焊接电压(US)和送丝速度(Wfs)的变化与EP阶段和en阶段的脉冲CMT有关。粉色color-Pulse-phase;黄色color-EN-CMT-phase。
该工艺集成了电极的收缩、电弧长度的测量和控制,以及焊接电流的极性控制。极性的变化发生在短路阶段,并防止可能的负面影响,因为电路电弧燃烧,例如,与电弧断开过程相关的不稳定。沉积速率可以通过交替的正负过程周期来调整。先进的CMT据说可以减少热输入,减少失真,释放很少的烟雾,而且易于操作。该过程有两种变体;第一个是具有两个正、负两循环CMT的流动,第二个是正脉冲相位的负相位和CMT的组合,如上图所示
金属丝电弧增材制造(WAAM)具有显著的热输入和较小的温度梯度(约103~104 K/m),可防止凝固裂纹的产生。Zhang等研究了电弧热输入对AL-6.2Zn-2.2Mg合金的影响。随着热输入的增加,锌的含量损失达到44.7%。Lin等观察到7055铝合金在WAAM后的化学元素有差异,Zn含量损失为11.8%。沉积试样的抗拉强度和伸长率较低,分别为230.7±12.0 MPa和3.3±1.0%。Klein等人引入了低热输入的冷金属转移(CMT)。然而,Al-Zn-Mg-Cu合金沉积试样柱状晶粒粗大,限制了其机械性能。Huang等采用四种不同电弧模式的CMT工艺沉积Al - Zn - Mg合金。水平和垂直方向的强度差异均较大,其主要原因是孔隙缺陷。值得注意的是,Al-Zn-Mg-Cu合金WAAM的热输入过多和气体保护不良会导致严重的元素蒸发和缺陷。此外,这些方法的效果也不尽人意。
在制造铝合金过程中,激光-电弧混合效应可以稳定电弧,提高激光吸收速率。通过改变激光与电弧之间的能量匹配关系,可以避免出现烧蚀、气孔、不连续等缺陷。近年来,激光-电弧复合工艺在增材制造领域越来越受到关注。Miao等采用激光-电弧复合工艺沉积Al - Si合金。他们发现激光作用区使Si晶粒细化,消除了Si的偏析。Liu等讨论了激光-电弧杂化对Al - Cu合金组织和机械性能的影响。在激光搅拌的作用下,Cu的分布更加均匀,从而提高了沉积试样的强度。此外,对沉积的Al-Cu合金试样进行热处理后,其UTS和伸长率达到了锻板的目标。因此,激光电弧复合增材制造(LAHAM)可以减少缺陷,提高机械性能,是一种很好的铝合金结构制造方法。
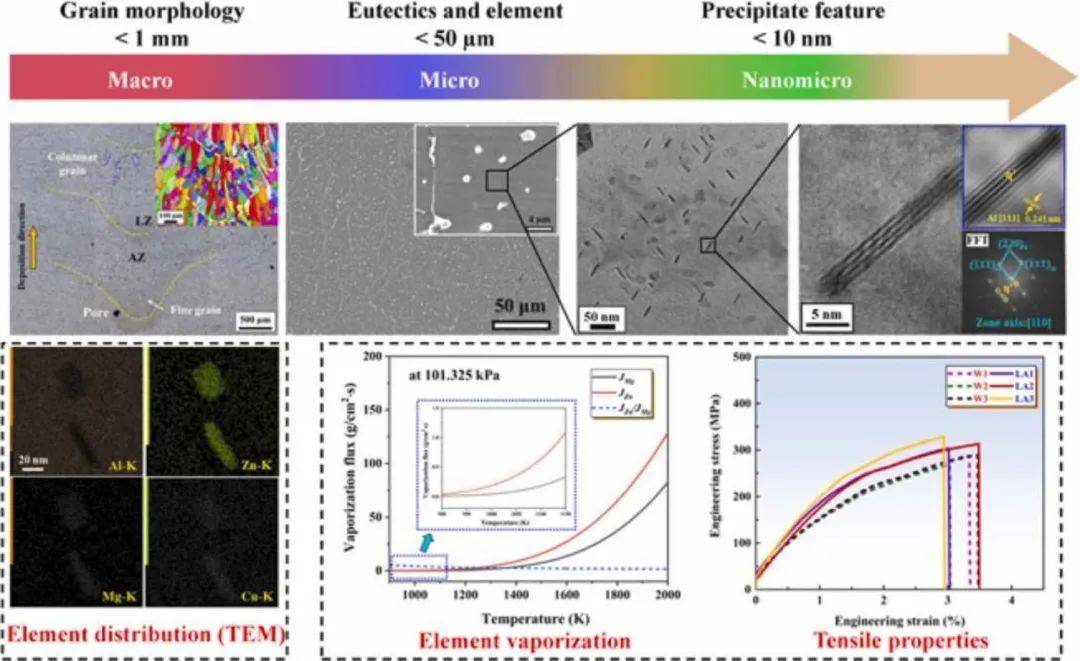
为了研究增材制造Al-Zn-Mg-Cu合金的可行性,提出了一种脉冲激光-电弧混合工艺。采用多尺度表征方法,从晶粒形貌、晶体结构、元素分布和纳米析出相等方面研究了合金的微观组织演变。研究了Al-Zn-Mg-Cu合金在汽化过程中汽化通量的存在,揭示了元素燃烧的机理。最后,系统地建立了沉积试样的显微组织与机械性能之间的关系。这些发现有望为增材制造难成型合金提供一种新的方法。
2. 材料和方法
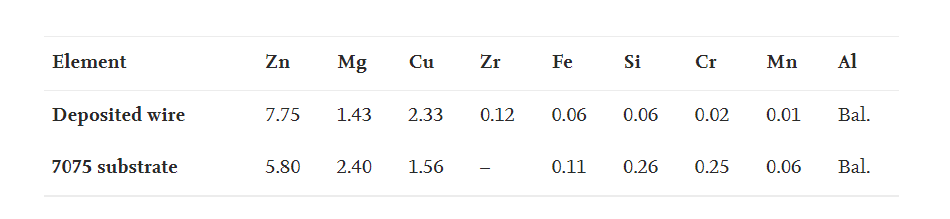
本研究使用的镀丝为直径1.2 mm的定制Al-Zn-Mg-Cu合金。在7075铝合金基板上采用单向沉积法逐层沉积金属丝。对基材表面的氧化物和杂质进行机械清洗,然后进行丙酮脱脂。用x射线荧光光谱法(XRF)测量导线和基板的化学成分,如表1所示。
表1 沉积导线和基板的化学成分(wt%)。
实验系统示意图如图1所示。LAHAM系统主要由Nd:YAG脉冲激光源(GSI LUMONICS)、TIG焊接电源(Miller)和自动送丝器组成。一个可编程的控制机床使TIG火炬和激光镜头安装在它的精确运动。为了避免铝合金对激光的反射,在LAHAM工艺中采用了10°倾斜的激光透镜。WAAM过程与LAHAM系统相同,只是没有激光源。表2列出了WAAM和LAHAM实验中详细的电弧、激光和扫描速度参数。
图1 激光-电弧混合增材制造系统原理图。
表2 WAAM和LAHAM实验中使用的加工参数。
分析了添加激光对Al-Zn-Mg-Cu合金沉积试样宏观性能、显微组织和机械性能的影响。在XOZ平面上使用XRF光谱仪(BRUKER AXS, S8 TICER)检测面积为10 × 10 mm2。将包含YOZ和XOZ平面沉积层的金相试样(图2b)用粗砂SiC纸进行机械磨削,然后进行抛光。宏观结构观察使用共聚焦激光显微镜(Olympus OLS4000)进行。随后,分别通过扫描电子显微镜(SEM, JEOL JSM-7900 F)和电子背散射衍射(EBSD, Oxford Instrument)观察其微观结构和织构。此外,利用x射线衍射(Panalyticalpyrean) 以使用CuK获得数据,α 2θ范围内的辐射为20°−100°,扫描步进间隔为0.04°。元素分布在电子探针分析(EPMA, JEOL JXA-8530 F PLUS)上。透射电子显微镜(TEM)观察用显微镜(JEOLJEM-200)在200 kV加速电压下进行亮场(BF-TEM)、高分辨率透射电子显微镜(HRTEM)和扫描透射电子显微镜(STEM)。
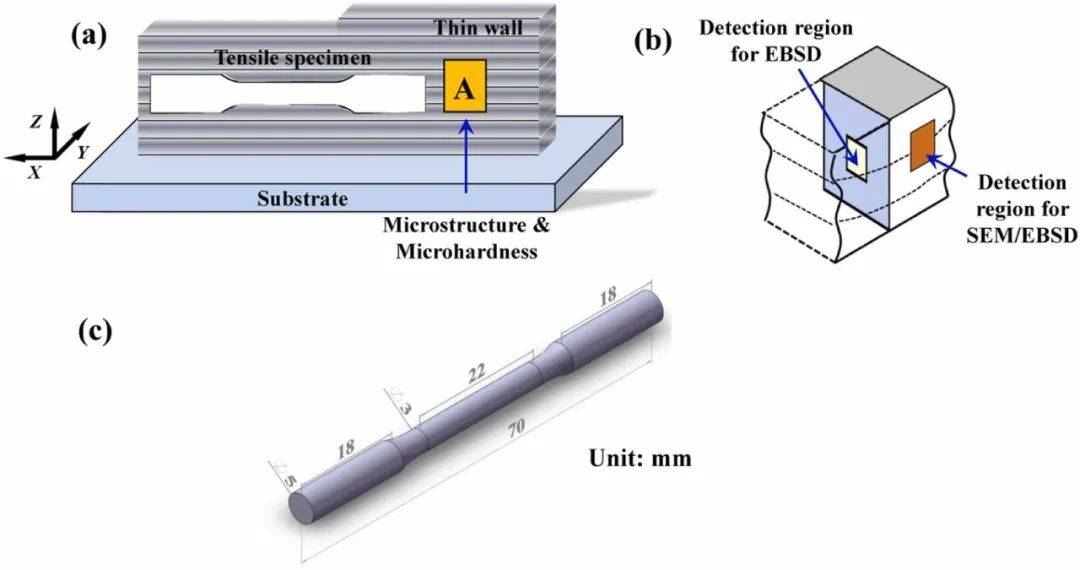
图2 试样位置示意图:(a) Al-Zn-Mg-Cu合金沉积试样;(b)(a)项A领域详情;(c)拉伸试样尺寸。
为了说明增材制造工艺的稳定性,根据ISO 13565-1标准,采用表面粗糙度测量仪(MItutoyo SJ-310)进行表面无损测量。选择表面粗糙度(Rz)来表示表面轮廓。Rz项为等高线顶部五个峰的平均算术偏差与底部五个谷的平均算术偏差的和。从Al-Zn-Mg-Cu合金沉积试样的中段开始,沿扫描方向切割拉伸试样,一组三个(图2a)。根据ASTM E8/E8M-2015标准,拉伸试样尺寸如图2c所示。拉伸试验在电子万能试验机(Instron-5965)上进行,加载速率为1 mm/min。对于拉伸断口的研究,通过扫描电镜(SEM)获得断口表面,并沿裂纹扩展方向进行EBSD分析,研究断裂机理。
(A)环氧树脂(B) 0.01% wt%纳米复合材料的1型断裂韧性试样,在较低放大倍数下(比尺:1 mm)的SEM图像。(C)环氧树脂(比例尺:200 mm)和(D)纳米复合材料在高倍放大(比例尺:100 mm)下,在预裂面和断口界面附近有显微特征。(E)缺口附近裂纹扩展的示意图。
低倍SEM图像如上图A和B所示,分别为环氧树脂和复合材料SENB试样的断口。在所有这些显微图中,裂纹的来源或应力集中状态都可以在缺口中部清晰地看到。在显微图中还可以看到一些裂纹的轨迹,裂纹从缺口前缘向外扩展。从显微图来看,断裂的发生主要是由于正应力和剪应力的作用。如图所示,出现的不垂直于宏观缺口的线是剪应力的指示。在微观水平上,这被认为是混合模式(正常和剪切)断裂,尽管断裂试验使用的是模式I(拉应力在正交于缺口面方向上)。在所有情况下,在缺口附近或在裂纹尖端处,表面的延性都比离缺口的距离更大。
3.结果
3.1. 宏观结构
表3显示了通过WAAM和LAHAM制造的Al-Zn-Mg-Cu合金试样的化学成分。给出的元素含量是三个试样的平均值。结果表明,沉积试样的锌含量低于金属丝的锌含量。白色松散粉末粘附在WAAM试样的XOZ平面表面,而LAHAM试样的表面更亮(图3a)。根据能量色散光谱仪(EDS)分析,粉末被确定为ZnO,如图3b所示。锌的沸点是1180 K、远低于Al(2743 K)。因此,锌会显著蒸发,导致其在增材制造过程中含量较低。在高温条件下,锌的损失是不可避免的,这是通过焊接和增材制造Al-Zn-Mg-Cu合金的一个众所周知的挑战。Lin等人也通过WAAM在7055铝合金中观察到了同样的现象。如图3a所示,在沉积样品的三个随机位置进行三次不同的测量,每个样品总共进行9次测量。LAHAM样本的Rz值为20.9 ± 2.3,而WAAM试样的值为27.3 ± 分别为1.3。因此,WAAM和LAHAM过程可以被认为是稳定的。
表3 WAAM和LAHAM样品的主要元素含量(wt%)。
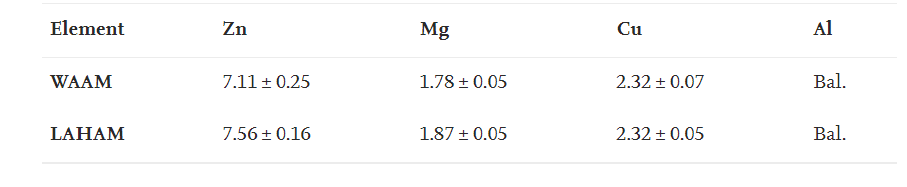
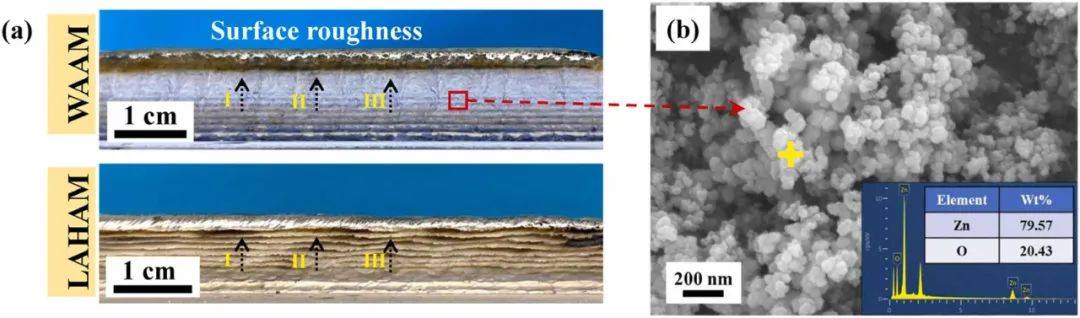
图3 (a) Al-Zn-Mg-Cu合金试样XOZ平面表面;(b)沉积试样粉末的SEM图像和EDS结果。
如图4a和c所示,WAAM和LAHAM试样的YOZ面未出现裂纹缺陷,气孔较少。用阿基米德法测量了沉积试样的孔隙度。经计算,WAAM和LAHAM试样的孔隙度分别为99.87%和99.68%。根据Miao等的研究,由于逐层沉积,WAAM试样呈现出规则的带状结构,带状结构的边界可称为融合线。为了便于讨论,将之前的凝固层重熔形成的区域(如图4b熔合线上方)称为热影响区(HAZ)。热影响区宽度极薄,约150 μ m。层之间的剩余区域称为弧区(AZ)。LAHAM标本呈现典型的“酒杯”形状:上宽下窄,如图4d所示。根据这些形状特征,LAHAM样品的每一层被划分为两个区域:上宽区(AZ)和下窄区(LZ)。电弧能量主要影响上部区域,即AZ,因为单次激光作用很难获得较宽的宽度。在高能密度激光的作用下,出现了较深、较窄的着陆区。事实上,整个熔池都吸收了激光能量。需要指出的是,这种分类只是为了讨论方便。Miao等和Liu等也获得了类似的杂交形态。这不仅会影响上面讨论的宏观结构,也会影响下面将要讨论的微观结构。
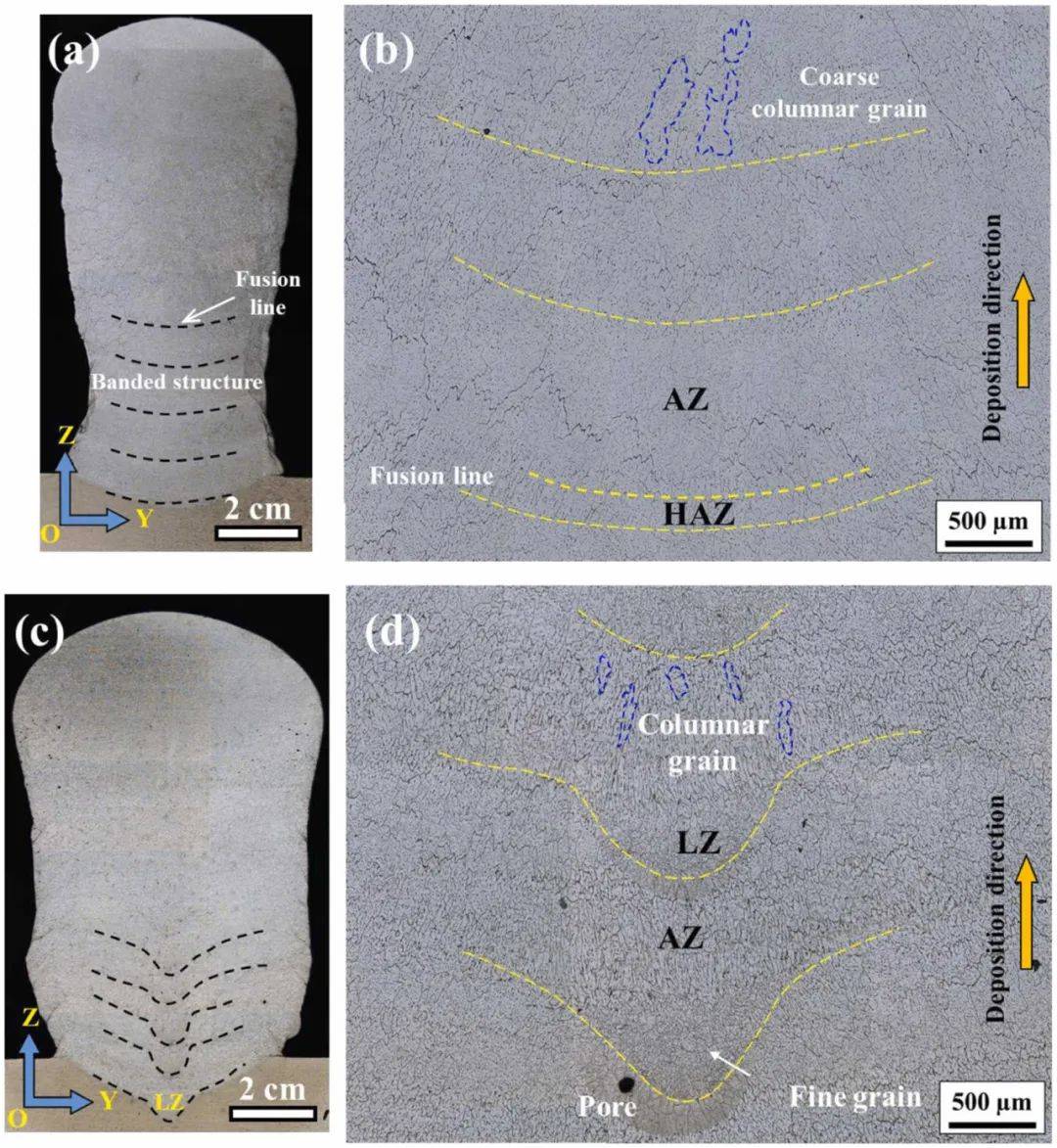
图4 Al-Zn-Mg-Cu合金试样YOZ面宏观组织形貌:(a) 和(b)WAAM试样;(c)和(d)为LAHAM标本。
3.2.晶粒形态和结构
为获得Al-Zn-Mg-Cu合金的典型凝固组织特征,采用WAAM和LAHAM制备了单轨/多层沉积试样。基于EBSD分析的与建筑方向(BD)平行的颗粒结构如图5所示。晶粒形态和结构表现出明显的差异。在图5a和c中,WAAM试样中大部分晶粒为粗柱状晶体,平均粒径为64.1µm。LAHAM试样中有大量柱状晶粒转变为细小的等轴晶粒(图5e和g),平均晶粒尺寸为29.8µm,约为WAAM试样的2倍。在LAHAM下,距离AZ较远的LZ受到激光的影响,温度梯度(G)较大。此外,LZ靠近凝固区,提供了良好的散热条件,从而导致快速冷却,有利于细小晶粒的形成。对于WAAM试样,由于G和冷却速度远低于LZ,熔池在高温下的停留时间较长。这使得晶粒沿着熔池的边界生长到熔池的中心,充分发育成粗柱状晶体。
外延晶粒生长方向接近最大G的方向,与最大G成较大角度的晶粒生长将受到抑制。因此,这种类型的外延生长在增材制造过程中引入了织构。WAAM和LAHAM样本的{100}极图分别如图5d和h所示。WAAM试样呈凝固状态< 100 > 沿BD方向的纹理,最大纹理指数达到19.57。柱状晶粒倾向于沿BD方向在< 100 > 择优生长,这是由于合金的适应系数优于铝合金的其他方向(面心立方组织)。而对于LAHAM试样,等轴晶粒的取向是随机的(图5e),织构指数下降到4.58。由于LAHAM试样中出现等轴晶粒和晶粒细化,织构显著降低。
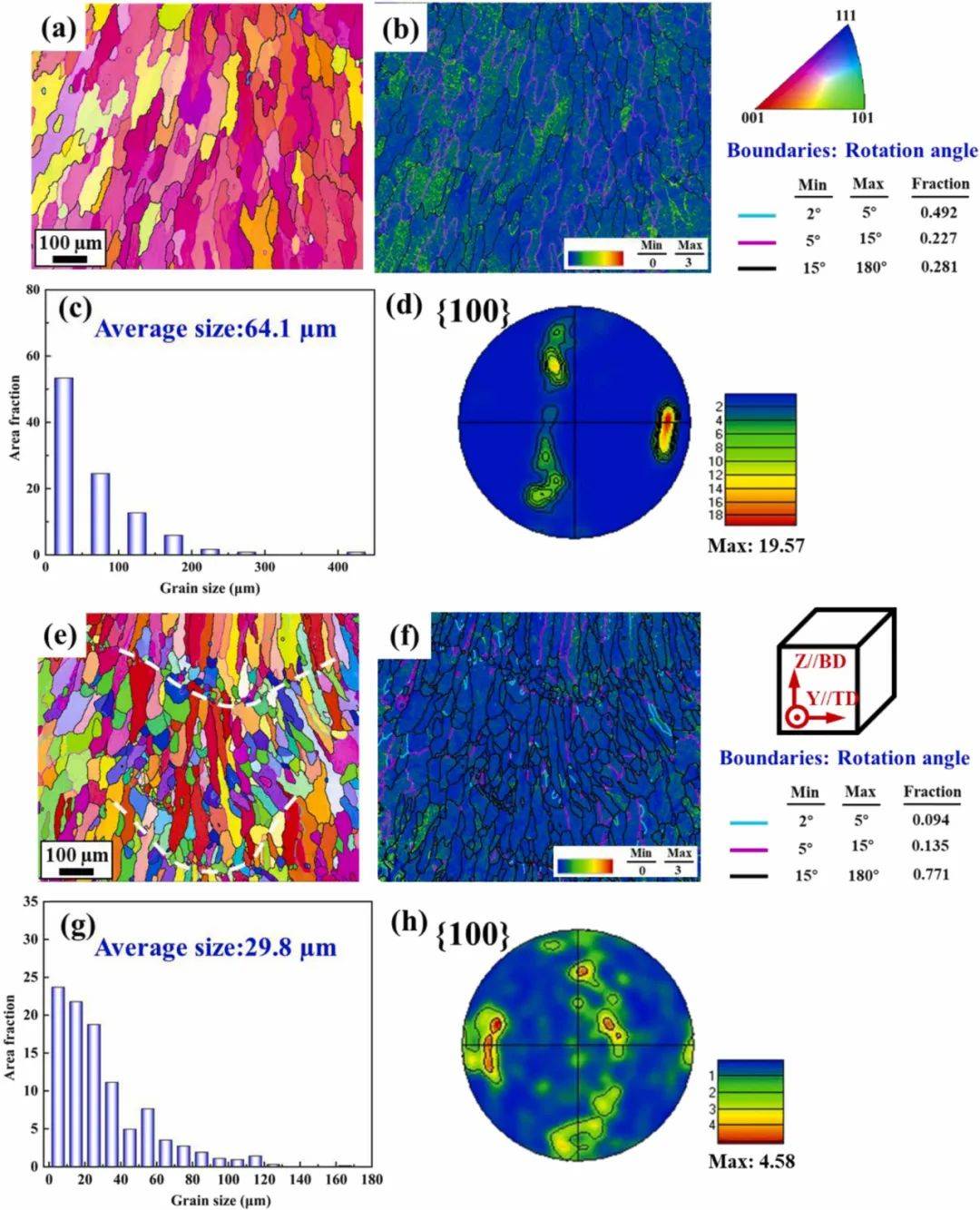
图5 WAAM样品的EBSD扫描图像,与BD平行:(a)逆极点图(IPF),(b)KAM图和取向角分布,(c)粒度分布,(d){100}极点图;LAHAM样品的EBSD扫描图像:(e)IPF,(f)KAM图和取向角分布,(g)粒度分布,(h){100}极图。
如图5b和图f所示,通过EBSD分析生成核平均取向错误(KAM)图。KAM提供了测量点周围的平均错误取向,是反映位错的有利定性指标。此外,残余应力可以用KAM间接描述,因为位错是由增材制造过程中产生的高应力产生的。WAAM试样的KAM水平主要为浅绿色,表明在电弧过程中位错和残余应力较高。然而,如KAM中的深蓝色水平所证实的,LAHAM试样的位错减少(图5f)。结果表明,LAHAM制备的Al-Zn-Mg-Cu合金试样具有较低的残余应力。此外,图5b和图f还显示了晶粒取向角的分布。黑线代表角度超过15°的大角度晶界。相应地,WAAM试样中的小角度晶界(<15°)比例约为72%,而LAHAM试样中的小角度晶界比例为23%。Read-Shockley模型指出,小角度晶界由位错组成。这些小角度晶界的分布与之前对WAAM试样KAM位错的研究一致。
来源:Formation mechanism of Al-Zn-Mg-Cu alloy fabricated by laser-archybrid additive manufacturing: Microstructure evaluation and mechanicalproperties,Additive Manufacturing,doi.org/10.1016/j.addma.2021.102554
参考文献:E.A. Starke, J.T. Staley,Application ofmodern aluminum alloys to aircraft,Prog. Aerosp. Sci.,32 (1996), pp. 131-172;A.C. David, J. Steven,Temperature effects on fatigue performance of cold expanded holes in7050-T7451 aluminum alloy,Int. J. Fatigue, 25 (2003), pp. 159-165
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

