





激光搅拌焊(Laser stir welding)如今正被越来越多地用于改善各行业的产品焊接质量、性能和可靠性,并且激光束质量和光束传输能力的改进帮助推动这种增长势头。该工艺在汽车、航空航天和制造行业中有着广泛的应用,仅列举几项。
“激光搅拌焊”这一术语描述的是如下的工艺:激光匙孔或者蒸气腔在相对较高的速度下被操纵或摆动,从而在一个较大的焊接熔池内发挥搅拌作用。它也被称为激光束摆动焊接。这些现象主要与正确选择激光器的能量密度,以及基于被处理材料的热学特性所选择的光束振荡的相对速率和运动息息相关。
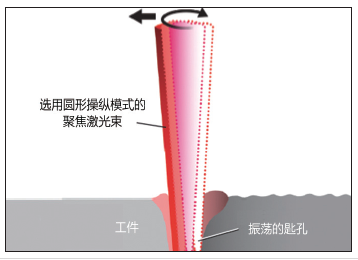
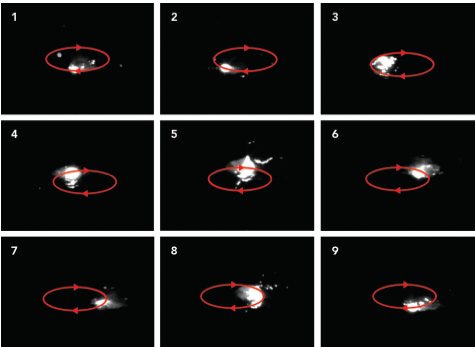
当选择正确的参数时,最终的效果是分布在光束振荡区域上的能量,允许激光匙孔在快速移动的光束上产生流体动力搅动作用。在振荡区聚积的总能量负责维持大的熔池,而在熔池内的振荡和搅拌期间,激光束的局部强度则负责维持蒸汽腔。振荡光束的快速运动为匙孔创建出一种自愈性。图1示出了激光搅拌焊接的工艺过程,图2示出了在熔池内圆形光束操纵期间对激光匙孔或蒸汽腔高速摄影后选定的图像,所有这些图像都是以5000帧/秒获得的。
图1: 使用圆形光束操纵的激光搅拌焊的工艺示意图。
根据该工艺在开发过程中所进行的研究表明,与传统的激光束焊接工艺相比,使用激光搅拌焊在铝合金上产生的激光焊点显示出较少的焊接缺陷,其它优势还包括增加的焊缝尺寸以适应间隙、搭接接头剪切强度的改善,以及填充材料送料能力的提高等等。此外,通过适当选择控制与金属的热扩散率和流动性有关的能量输入和分配的一系列参数,该激光搅拌焊工艺很容易被应用到其它合金系统中。
自该工艺创建以来,针对激光搅拌焊的最新研究和应用已显著增长,主要基于如下基本原理:即熔池内的蒸气腔的快速振荡提供了可减少与气体吸收和激光匙孔不稳定相关的缺陷的流体动力搅拌作用,同时还帮助形成更大的熔池。
图2:熔池内圆形光束操纵期间对激光匙孔或蒸汽腔高速摄影后选定的图像(红线显示光束沿着顺时针运动并指明其方向,而衬底相对于光束操纵向右移动)。
激光搅拌焊接工艺的原理保持不变,但是旨在提供改进的光束质量的激光光源和用于光束操纵的振镜系统使得该工艺能够得到有效地采用并被用于广泛的工业应用领域。
激光搅拌焊工艺细节
激光搅拌焊利用某种光束操纵形式在更大的熔池内振荡匙孔或蒸汽腔。它需要相对较高的操作速率,可以通过圆形、椭圆形、直线运动或其他运动模式实现。激光束的操纵及其在熔池内蒸汽腔的相应振荡,结合焊接路径运动一同使用。
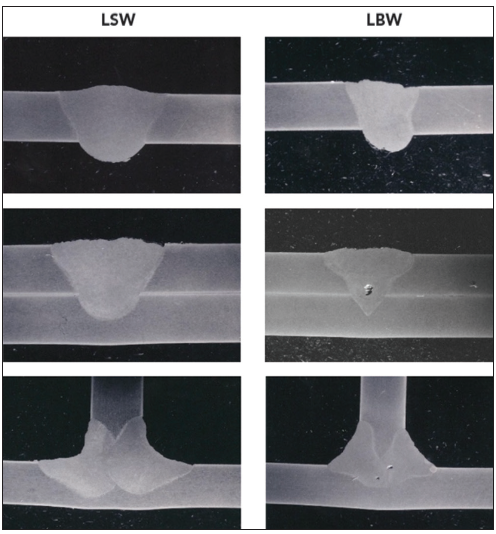
图3显示了使用传统激光束焊接(LBW)和激光搅拌焊接(LSW)工艺对三种接头配置打造的3mm厚铝合金6013-T4上的焊缝的宏观图像。 使用LSW工艺的情况下,在焊接过程中以2,500rpm的速度对激光束进行3mm的圆弧操纵,在所有情况下,焊接过程中使用填充合金4047来抑制凝固裂纹。 此外,使用LSW工艺生产的焊缝的生产速度略低于传统的LBW工艺。
图3:使用传统激光束焊接(LBW)和激光搅拌焊(LSW)工艺生产的3mm 铝合金的对接、搭接和角焊缝横截面和对比效果。
如图3所示,使用LSW工艺生产的焊缝不具有孔隙度,而在传统制造的激光束焊缝的搭接和角焊缝结构中,这种孔隙度显而易见。这是值得关注的,因为金相试样是从完成的焊缝中随机获得的。然而,由于使用LSW工艺的匙孔的不稳定性和塌陷导致的气孔所引起的缺陷现象的减少,也已经通过更严格的评估手段对其进行了量化。
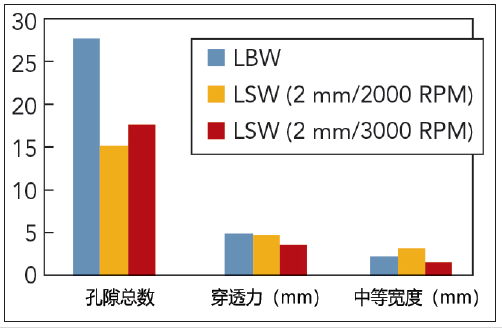
图4显示了使用LSW和LBW工艺在3mm厚的铝合金6013-T6上产生的对接焊缝的特性。所有的焊缝均采用4.5kW功率的Nd:YAG激光器生产,焊接速度介于1-2.0m / min。所有使用LSW工艺生产的焊缝都采用了直径约为3.0mm,转速为2,500rpm的圆形光束控制。通过射线照相技术测量与这些焊缝相关的孔隙率,并使用光学金相来确定焊接宽度和穿透深度。使用最佳LSW工艺生产的焊缝显示出孔隙度的显著降低,渗透率几乎没有下降,并且焊缝宽度明显增加。
图4:使用LSW 和LBW 工艺在3mm 厚的铝合金6013-T6 上产生的对接焊缝的特性。
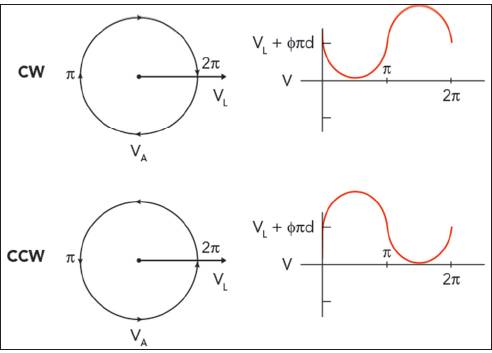
LSW工艺在利用圆形或椭圆形光束操作模式时必须考虑的一个方面是激光束相对于工件的相对速度。图5示出了采用顺时针和逆时针圆形光束操作的激光束相对于工件的相对速度(VL)。在这种情况下,旋转焊接速度被设定为与激光束的旋转速度相同。
取决于光束操纵的方向,旋转速度与焊接速度相反的焊接区域的边缘产生较低的相对速度。这种情况会导致能量的增加,继而导致在此位置的焊缝发生轻微下切。线性操纵(例如通过横向于焊接方向的“抖动”作用)的优势在于,相对于基板的激光束的总体速度与焊接线保持对称,并且不会产生这种效果。
如前所述,LSW工艺可用于减少激光焊接过程中的缺陷,同时还提供了相较于传统的LBW工艺更为重要的优势。 LSW的这些互补特性,包括能够在焊接对接接头时适应较宽的间隙;在搭接接头的接合表面处具有较宽的界面焊接宽度,从而在循环载荷下能够增加接头的剪切强度和疲劳寿命;能够在无须采用传统LBW工艺所需的激光束精确定位以及对接头进行焊丝填充等情况下焊接搭接角焊缝,以及易于向焊接熔池引入足够的填充材料等等。最后一个优势归因于LSW工艺中产生了较大的焊接相互作用面积和熔池。在需要添加填充金属的应用中,该工艺的这种优势可能对高生产环境中的激光焊接工艺产生重大影响。
使能技术
激光焊接系统技术领域的最新进展对LSW工艺在生产中的应用带来很大的影响,其中包括新的激光器技术和数字驱动的扫描系统。随着能够提供良好光束质量的掺镱光纤和Nd:YAG碟片激光器的出现——也就是具有相对较低的光束参数乘积(BPP)的激光器,能够在焦距相对较长的情况下实现小光斑尺寸和高能量密度的匙孔焊接。这使得能够使用各种光学装置,特别是振镜扫描系统,在相当长的工作距离下操纵高能量密度的激光光束。
图5:采用顺时针和逆时针圆形光束操作的激光束相对于工件的相对速度(VL)。
通过简单地控制激光器、振镜扫描系统和机器人系统,LSW工艺能够在一个完全自动化的生产系统中实现,在这个系统中,可以远程、精确的投射和操纵激光束,以获得传统的LBW工艺无法实现的改进。
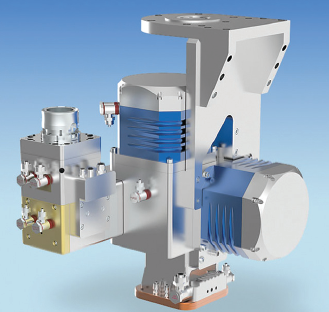
图6显示了一台商业型的激光振镜扫描系统,其利用水冷反射镜来适应高达20kW的激光功率,并且能够在LSW工艺模式下实现高速的光束操纵。这类振镜扫描系统能够通过程序设定和控制后产生各种操作模式,同时可以被直接耦合到光纤传送的激光器中并被集成到机械化或机器人系统中。
图6. 用于激光搅拌焊的一款商业型激光振镜扫描系统,系统可实现高功率的光束操纵。
工业应用
尽管最初是为铝合金的激光焊接开发,但激光搅拌焊工艺在过去的十年中已经受到了相当大的重视。由于一些使能技术(即具有高光束质量的高功率激光器和数字振镜扫描系统)的应用,该工艺正被广泛用于各种行业。在需要高焊接质量的应用中,例如汽车,航空航天和医疗设备等行业,可以通过激光匙孔的操纵或振荡,以减少陷入的气体孔隙率,将由匙孔塌陷导致的空隙降至最低,并且增加焊接宽度来适应间距和接头失配等。
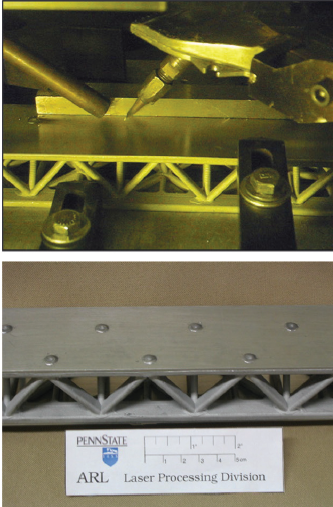
图7. 在加筋铝结构上产生点焊的激光搅拌焊接工艺的应用案例。
通过正确的工艺参数选择,LSW工艺可应用于各种合金系统中,以生产对接焊缝、角焊缝,和搭接焊缝等。图7示出了使用圆形光束操纵手段在铝板和铸铝网格结构上产生点焊的LSW工艺的应用案例。在这种情况下,也通过添加填充材料来抑制被焊接的铝合金产生凝固裂纹。
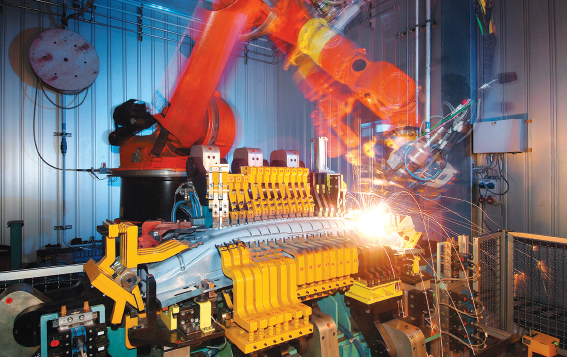
由于需要高生产率和焊接质量,汽车行业已迅速采用了LSW工艺,其中包括用于车身结构的接缝、密封和焊接以及传动部件的焊接应用。 在许多情况下,该LSW工艺已经在激光器、振镜扫描系统和机器人的自动化系统中得到了实施。全球最大的商用车制造商德国戴姆勒公司 (Daimler AG)开发了这样一个系统,并被授予了激光技术创新奖(图8)。该系统被命名为RobScan(激光远程扫描焊接技术),戴姆勒公司表示RobScan能够提高点焊工艺的生产效率。此外,使用远程扫描焊接,避免将点焊枪从一个焊接位置移动到另一个焊接位置,节省了相对较长的重新定位时间。与普通激光焊接技术相比较。RobScan 还具有焊接速度更快、更精确、维护成本低、机器人的运动轨迹更加简单、更加柔性化、激光的可达性更好等特点。
图8. 戴姆勒公司为汽车应用开发的RobScan 系统。
LSW工艺的优势特征已被证明能用于焊接厚度在0.5到4.5mm之间的各种合金系统(铝合金、铁合金、铜合金、镁合金)中的接头配置。
除了具备这些优势外,LSW还在更广泛的市场领域展现出结构和部件焊接方面的普遍适用性,其中包括海军和海军陆战队(甲板和整体加强型面板);汽车(车辆的承载和非承载型部分,如内外面板、底盘,门和柱子);运输(卡车车厢,车壁和驾驶舱)和航空航天(加筋板,舱壁和甲板)等行业。
过去五年来,美国和海外地区及国家在LSW工艺应用方面的势头不断加速,这一趋势预计将持续下去。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

