



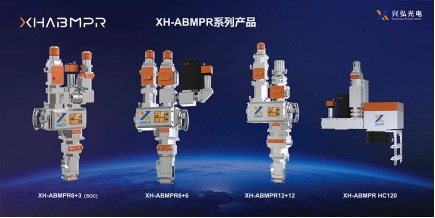
2026年慕尼黑上海光博会上,兴弘光电正式发布XH-ABMPR“环芯三维动态可调”智能焊接头,将光束整形技术从“二维调控”带入“三维动态”新阶段,重新定义了高端焊接工艺的质量与效率极限。
革命性创新,直击焊接痛点
·熔池不稳定
·焊接有飞溅
·焊接有气孔
·环芯焦点无法调节
·环芯尺寸无法调节
·系统成本高
现有激光焊接的核心痛点,根源在于能量分布固定,只能实现中心光和环光的功率可调,缺乏动态调节能力。这意味着,面对不同材料、不同厚度、不同焊缝要求,操作者只能被动适应,焊不好就换参数、换设备、换工艺,非常被动。
技术拆解:什么是“环芯三维动态可调”?
XH-ABMPR“环芯三维动态可调”智能焊接头革命性创新在于:环芯三维动态调节,根据不同材料主动调节,焊接工艺灵活适配。其四大核心技术优势直击上述所有痛点:
一、环芯功率可变,支持环芯纤芯同波长任意组合
兴弘光电XH-ABMPR技术不仅支持环芯功率可调,还支持同波长1030-1080nm环芯纤芯任意组合,适配多种规格纤芯组合,用户可根据加工场景配置。
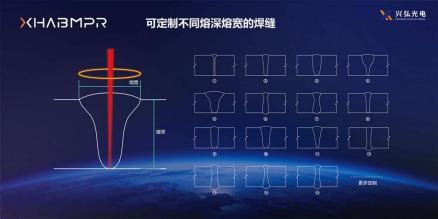
二、支持环芯间距可调, 焦距Z轴可调
具备环形光斑与中心光斑间距的动态调节能力,并能实现±50 mm的独立、连续调节,可分别控制表面预热与底部熔深,实现三维空间能量补偿与温度梯度主动调控,可定制不同熔深熔宽的焊缝。
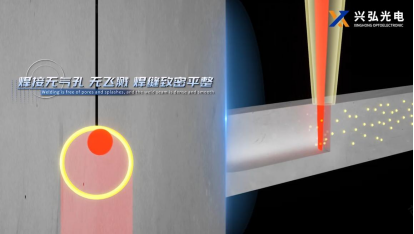
三、支持环光斑固定,点光斑摆动
环光斑固定,中心点光斑摆动,引导熔池有序流动,气泡得以及时从匙孔溢出,确保焊缝致密平整。
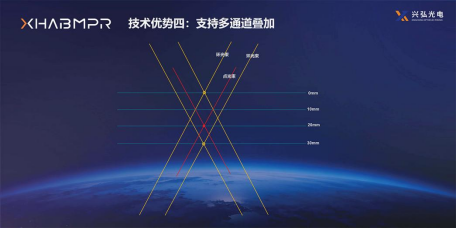
四、支持多通道叠加
支持点环光斑、点双环光斑和点三环光斑多通道叠加,可获得更大的熔宽跟熔池稳定性。
十年磨一剑,只为一道焊缝
兴弘光电总经理李高文,在这个行业干了近二十年。我们问他:为什么想到做这个新品?他回忆片刻说:“早在2018年,市场上就推出了环芯可调激光器,但是我们在使用过程中,依然无法解决实际焊接过程中碰到的问题。我当时就有了一个想法,为什么不能做一个让用户自由定义光斑的焊接头?”这个想法,驱动了兴弘过去几年的研发。李总说:“三维动态可调不仅仅是灵光一现那么简单,在研发过程中,光学方案推倒重来几十次,焊接打样上千次,在研发团队的攻坚克难下,今年终于取得突破性进展,成功发布XH-ABMPR系列新品,只为解决更多实际问题和行业痛点,为客户带来极致的焊接体验。”
兴弘光电十年来,始终聚焦焊接创新技术,现推出的XH-ABMPR“环芯三维动态可调智能激光头”技术突破了传统激光焊接头的技术边界,实现了环芯功率、光斑尺寸、中心摆动、焦点位置、同波长纤芯组合的多维度独立调控,从根本上抑制飞溅、气孔的产生,还可定制不同熔深熔宽的焊缝,为高端领域焊接提供可靠保障。各种材料焊接案例如下:
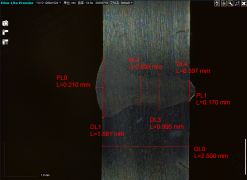
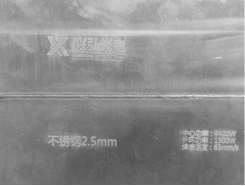
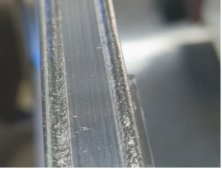
2.5mm不锈钢拼焊
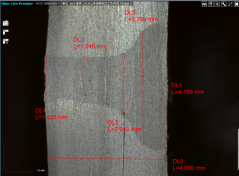
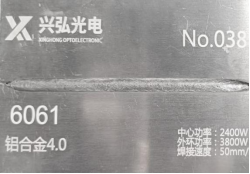
4mm铝板焊接
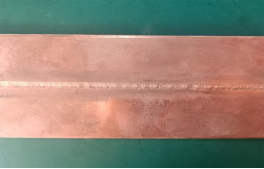
铝材水冷板焊接 2mm紫铜焊接
真正好的焊接头,拿数据说话
以镀锌板焊接为例:锌的沸点远低于钢材,现有焊接中锌蒸气剧烈喷发,必然产生大量飞溅。
兴弘光电的智能激光头通过环芯纤芯配比、焦距调节,让环形光斑提前“打开”镀锌层,使锌蒸气有控制地沿熔池边缘逸出。在实际产线测试中,镀锌板焊接飞溅量降低,焊缝表面光洁如镜,无需二次打磨处理。
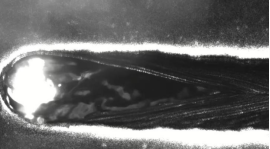
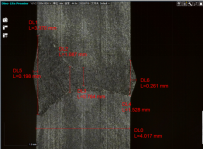
2mm镀锌板 叠焊
兴弘光电的“环芯三维动态可调智能焊接头”在2mm镀锌板叠焊工序上和普通激光焊接做了对比测试:
飞溅率:从0.5%降至0.02%;
气孔率:从3%降至0.1%;
焊接速度:提升50%;
焊接过程熔池十分稳定无飞溅,焊缝整齐无气孔一致性高。
各种材料焊接游刃有余
无论铜、铝等高反材料,还是薄板热敏材料;无论深熔焊还是传导焊;无论同种金属还是异种材料,兴弘光电XH-ABMPR技术都能游刃有余地应对,真正做到一机适配全场景,焊接工艺自由定义,为全球高端制造行业创造更大价值,助力我国激光产业实现更高质量的发展。
1、汽车与动力电池:滚压成型线日字梁、铜铝极耳叠焊、Busbar连接片、电池壳体、电机定转子。核心价值是飞溅低保障安全,不变形保证密封;
2、航空航天:发动机部件、机身结构件、燃油管路,熔深一致、无气孔,满足严苛标准;
3、AI散热:铜铝异种材料精密焊接,导热性能稳定可靠;
4、压力容器:中厚板深熔焊无气孔,确保承压密封性;
5、船舶制造:满足船舶行业“厚板、长焊缝、高可靠性”的特殊要求;
6、工程机械:厚板大熔深焊接,热影响区窄、抗疲劳性强;
7、异种金属焊接:铜-铝、铜-钢、铝-钢等组合,点环配比与摆动协同解决焊接难题。
攻克焊接难题,细分领域弯道超车
过去几年,激光焊接领域的“点环”光斑技术一直仅为激光器厂商所掌握。如今,兴弘光电推出的激光加工头不仅成功实现了点环技术,更在工艺路径上完成了反超,同时具备了“光斑三维动态可调”这一颠覆性技术,在智能激光焊接头细分领域实现了换道超车。
如今,新兴应用场景对焊接工艺的要求越来越高,传统的固定光斑方案越来越吃力。兴弘光电总经理李高文,说了一句让我们印象深刻的话:“当全球工程师遇到焊接难题时,会首先想到兴弘光电!”
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

