




在一定程度上,焊枪技术体现了除主机和送丝机技术外,手持激光焊接设备企业技术高低程度,也决定了手持激光焊接未来发展的速度。桓日激光K系列焊枪在“疏”、“堵”、“铜嘴”三方面同时着力,希望以此解决枪头飞溅和粉尘问题。
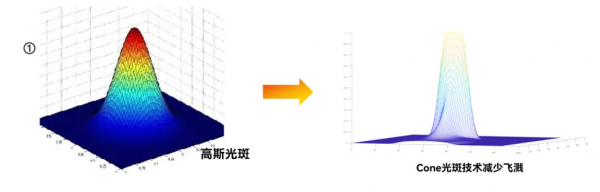
“疏”:桓日K系列采用业界唯一“Cone光斑”技术
桓日K系列焊枪采用业界唯一“Cone光斑技术”,让激光能量分布优化、焊接时不再聚焦于单一点、确保均匀加热,因此能减少因热能集中而引发的快速蒸发与飞溅,并稳定熔池减少金属蒸汽产生,从光学设计方面解决大量焊接飞溅的产生,桓日K1因此成功打造了全球最低飞溅半径,飞溅<5cm,仅为传统电弧焊和现有激光焊的1/10。

“堵”:采取“一阻二粘三吸”飞溅防护设计严防死守隔离飞溅和粉尘
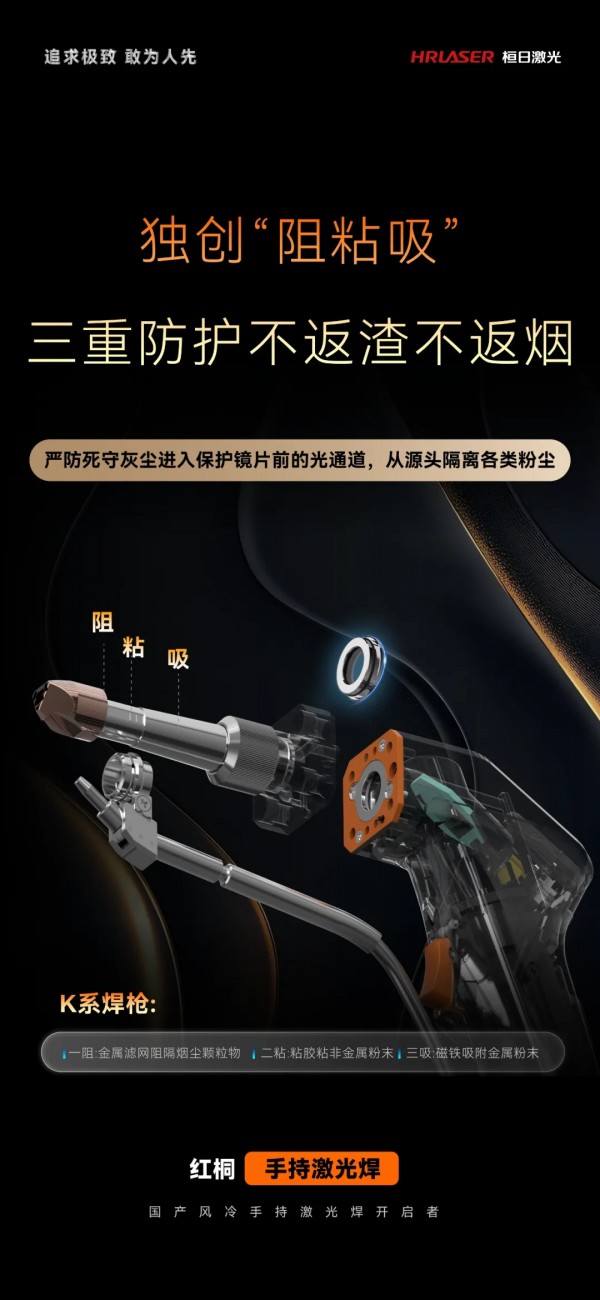
一阻:在枪头设置金属滤网,这是对烟尘颗粒物进行的第一道防线、阻止飞溅进入枪管。
二粘:枪管内部增加粘胶,粘住侥幸进入的非金属粉末。
三吸:最后,磁铁吸附进入枪管的金属粉末。
三重防护下来,进入枪管的飞溅被一网打尽,实现保护镜与焊接飞溅的100%隔离,保护镜仅现有激光焊机的1/10,K1在满功率下连续焊接24小时,保护镜依旧亮洁如新,保护镜的寿命可有效延长到10天,损耗锐减90%。1台红桐K1在保护镜片消耗上可以为用户节省近1万元,开创激光焊接低耗材新时代。
K系列“铜嘴”:升级“三气孔+一光气孔”铜嘴设计,减少用气的同时大大降低飞溅
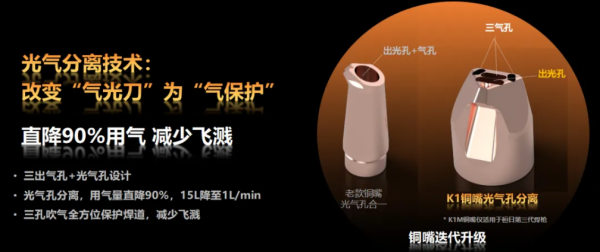
基于三大核心技术突破——"CONE光斑技术"激光能量分布均匀、焊枪"阻粘吸"严防死守隔离飞溅和粉尘,以及行业首创的"三气孔+一光气孔"铜嘴设计,红桐K1实现了全球最低飞溅表现:
红桐K1打造了全球最低的飞溅半径,飞溅<5cm,仅为传统电弧焊和现有激光焊的1/10,与传统焊机飞溅>50cm相比,大大提升了焊接安全和可控程度,引领全民安全焊接新时代。同时保护镜及气体耗材损耗仅现有激光焊机的1/10,开创激光焊接低耗材新时代。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

