




1949年10月1日天安门城楼上毛主席以他特有的雄浑声音宣告了共和国的诞生,到2019年,共和国即将迎来70华诞。这七十年,改天动地,也惊天动地。在接下来的岁月里,风云激荡的世界将看到中国在“高端制造”领域的不断突破。高亮度光纤激光器是高端制造领域的核心技术;大科激光锐意创新,努力研发世界一流的光纤激光器产品。为了致敬祖国七十华诞,大科人利用自己的第一代核心优势产品----最亮的2000瓦单模光纤激光器,创作了激光工艺作品《奋进“70”年》。

图1 奋进“70”年
作品以庆祝祖国70华诞为主题,用代表性的建筑----天安门城楼为主景,后排在红旗簇拥之中的“70”字样特别突出,代表祖国从1949~2019的70年奋进历程。作品以习总书记提出的“不忘初心,牢记使命”和“继往开来、勇往直前”主题教育字样作为支撑,两侧有大科激光标识。作品以台阶的方式呈现,给人以鲜明的层次感,寓示着祖国不断向上发展,代表了大科人对祖国生日最诚挚的祝福。
整个作品由紫铜、黄铜和6061铝合金三种高反材料组成,运用了激光切割、激光焊接和激光打标三大工艺。铜、铝及其合金等高导热系数、高电导率材料的激光加工工艺一直是激光加工领域的技术瓶颈,这些材料具有在固态下对激光的吸收率特别低、但熔化后其吸收率会大大增加的特性。要对这些高反射材料实施激光加工,相应的激光器应该具备以下两个特性:(1)优秀的抗高反能力;(2)出色的光束质量。大科第一代核心优势产品2kW单模抗高反连续光纤激光器DK-YSM2000AR,光束质量因子M²小于1.2,接近衍射极限,采用多重措施处理工件的反射光,在高反材料的切割、焊接方面具有无与伦比的优势。

图2 DK-YSM2000AR
由于紫铜具有良好的导热性,在切割过程中材料的边缘会产生严重的热影响区。为了减少切割的热影响痕迹,通常会采用空气进行切割,但其切割效率低且切割断面粗糙。为了解决紫铜的切割质量和效率问题大科激光改用氧气切割,不仅切割效率提升了200%,而且切割断面光滑;同时,通过改变激光器的出光模式,可以明显的减少切割边缘的热影响区。目前,大科激光2kW抗高反型单模单谐振腔光纤激光器可以实现不锈钢、铝合金、黄铜的最大切割厚度为10mm,紫铜的最大切割厚度为6 mm,也是唯一能实现4mm紫铜连续长时间无报警高质量切割,切割边缘无明显热影响痕迹的激光器。DK-YSM2000AR单模抗高反连续光纤激光器可兼顾薄板的高速切割与中厚板的亮面切割,实测薄板切割能力明显优于3000W多模产品,并可实现长时间无误警连续切割高反射金属材料。

图3 10mm黄铜连续切割

图4 6mm紫铜连续切割

图5 4mm紫铜连续切割
紫铜在焊接过程中产生的高反光强度比切割更严重,有研究表明常温下紫铜对1064nm波段的激光吸收率只有4%,波长越短其吸收率越高(如图6),目前市场上最具有优势的为波长532nm的绿光激光器,但这种类型的激光器由于技术和价格等方面的原因,使得其在工业领域还未得到有效的应用。另一方面,研究发现当焊接小孔形成以后,紫铜对红外光(1μm波段)吸收率可达到60%以上。
研究者发现,在使用大功率多模激光器焊接紫铜时存在稳定性差、飞溅大、气孔倾向大、成形差等问题,这主要是由于紫铜的高反射、高导热、吸氢性等原因造成的,所以紫铜焊接时一般使用的是高功率、高速度的工艺,3mm的紫铜焊接需要的多模光纤激光器功率高达10KW,这也意味着设备的造价显著增加。使用大科激光2kW抗高反型单模单谐振腔光纤激光器,搭载目前市场上成熟的摆动焊接头,可以有效的避免以上工艺难题。实验表明:DK-YSM2000AR单模抗高反连续光纤激光器可以对2mm的紫铜进行高质量的拼焊(如图7),同时可根据不同熔深要求对焊接速度进行相应的调整,且不影响焊缝质量。相同条件下DK-YSM2000AR单模抗高反连续光纤激光器的功率密度是同功率普通光纤激光器的16倍,这也意味着使用DK-YSM2000AR单模抗高反连续光纤激光器进行紫铜焊接时更容易形成稳定的小孔,使得功率阈值更低,焊接工艺窗口更宽。
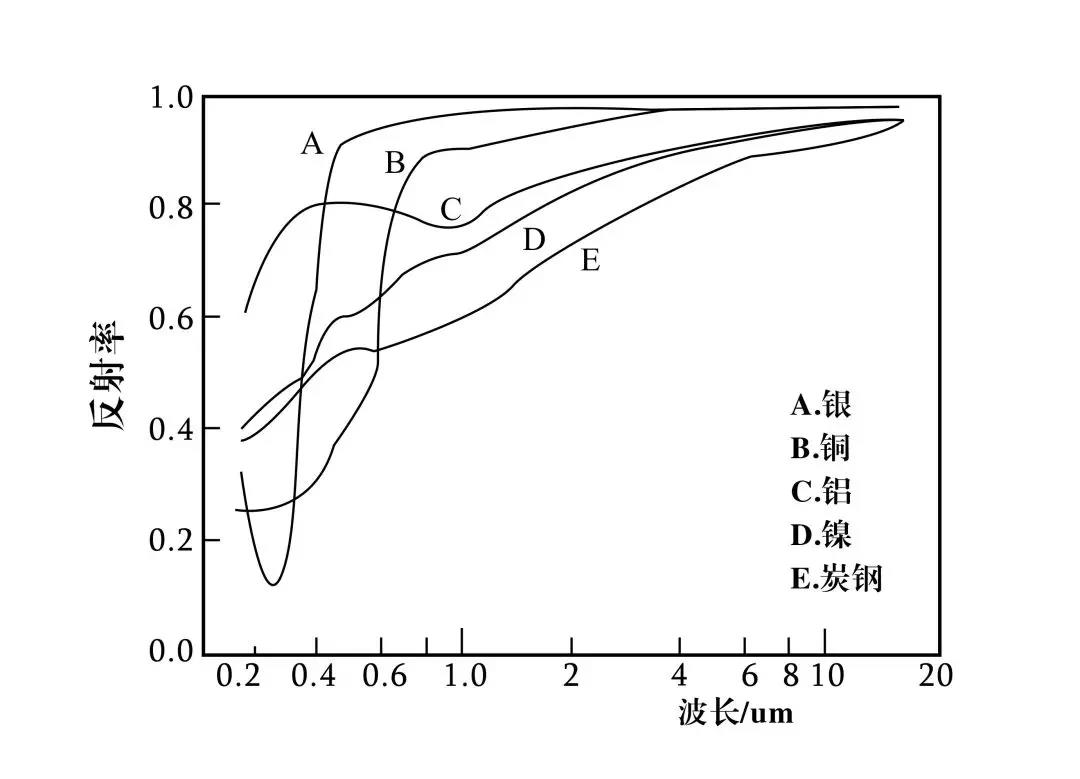
图6 反射率与波长的关系图
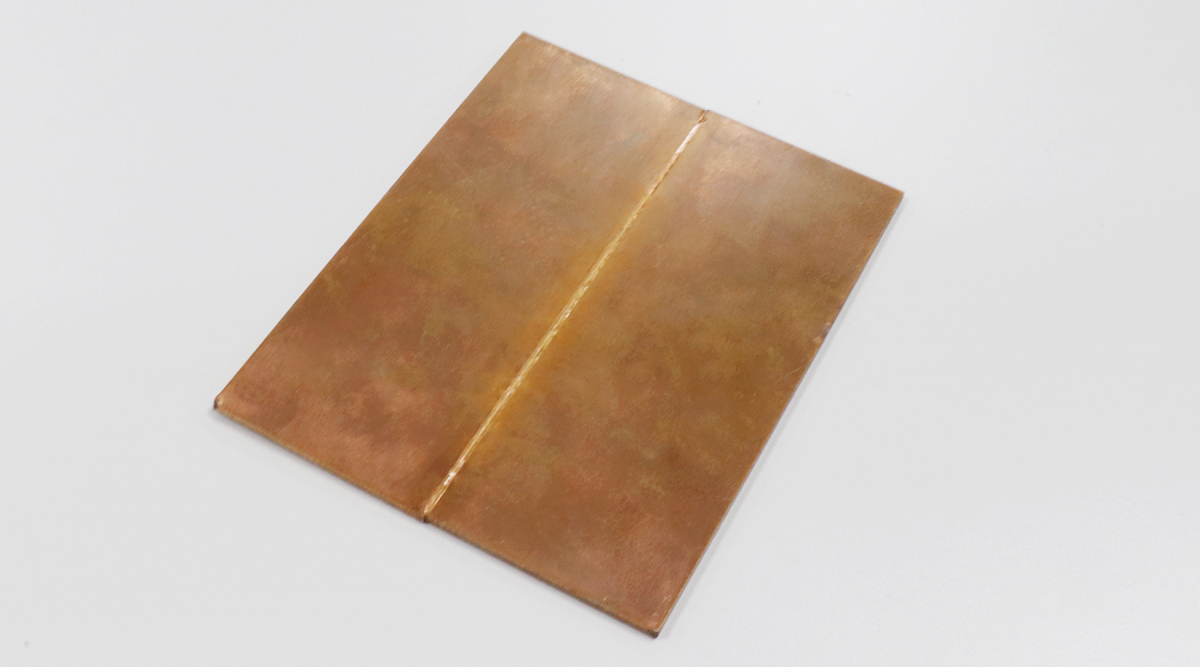
图7 2mm紫铜拼焊效果图
黄铜由于锌含量高,激光焊接时锌元素的蒸发烧损,易造成气孔、焊缝凹陷及焊缝焊接过程不稳定等缺陷(如图8)。

图8 黄铜焊接缺陷
使用DK-YSM2000AR单模抗高反连续光纤激光器搭载摆动焊接头,通过调整焊接功率和摆动参数等工艺条件,可以有效的避免焊接过程中的气孔、飞溅等问题(如图9),实现黄铜的近无缺陷焊接。实验表明,DK-YSM2000AR单模抗高反连续光纤激光器焊接黄铜的最大深度可达4mm,焊接质量和工艺窗口远高于传统的多模光纤激光器。
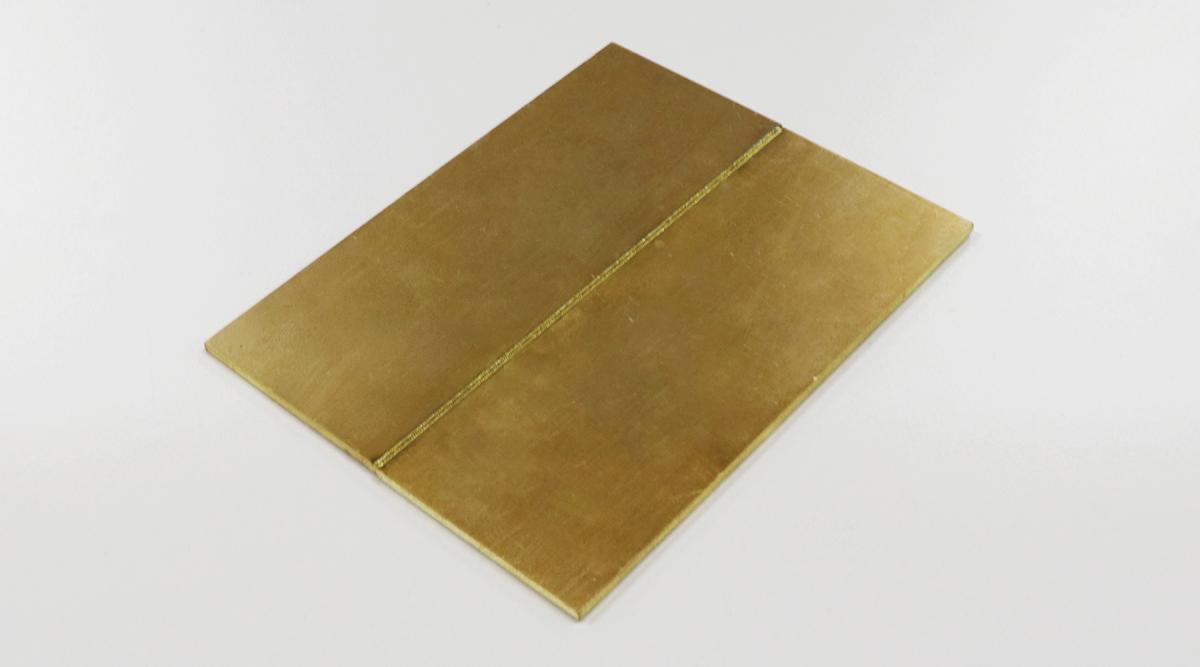
图9 黄铜焊接效果图
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

