




高速连接器作为AI服务器内部背板与功能子板之间的“信号桥梁”,其微焊点的表面质量——包括轮廓一致性、段差、飞溅、凹陷等——直接决定了高速信号传输的完整性。在线材与端子的焊接过程中,即使是微米级的表面段差,也足以引发信号衰减、数据丢包、传输中断等可靠性问题,成为连接器质量管控中不容忽视的风险点。
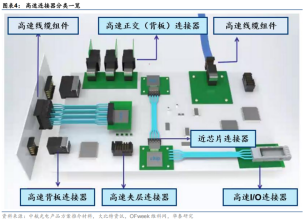
图片来自网络
传统检测的局限:
当前,高速连接器线缆与端子焊点的表面质量检测,主要依赖人工目检、2D视觉抽检或破坏性检测。
1、人工目检:效率低、主观性强,无法量化微米级的段差与轮廓偏差;
2、2D相机:能识别具有明显特征的表面缺陷,但无法获取焊点的高度轮廓信息,例如段差、凹陷深度等三维几何形状数据。
3、离线抽检:以牺牲样本为代价,无法实现100%在线全检。
一旦焊点表面存在异常,将直接影响信号完整性,造成高额损失。引入高精度、非接触的光学检测方案,正成为企业突破焊点表面质检瓶颈、实现源头管控的关键路径。
普雷茨特解决方案:CLS2 高速 3D 共焦线传感器
针对高速连接器微焊点表面检测的“看不清、测不准、效率低”三大难题,普雷茨特 CLS2 高速3D共焦线传感器提供了一套高精度、非接触、可在线的解决方案,其核心优势在于:
1、高精度3D形貌检测
CLS2 基于光谱共焦原理,Z轴分辨率可达0.025μm(具体取决于使用的探头),能够清晰识别并量化微米级的焊点段差、轮廓异常等微小缺陷,将模糊判断转变为可追溯、可分析的精准数据。
2、无死角测量
区别于传统激光三角法易受阴影、高反光影响,CLS2采用同轴光路设计,光线可从容应对铜材等高反光材质,即使是复杂的3D焊点结构也能稳定获取完整三维轮廓,无测量盲区。
3、高速率在线全检
最高40,000线/秒的扫描速度,使CLS2能无缝集成至自动化产线,在不影响生产节拍的前提下,实现100%在线全检。同时,每一枚焊点的表面数据实时存储,为质量追溯与工艺优化提供闭环支撑。
实战验证:CLS2在高速连接器焊点检测中的真实表现
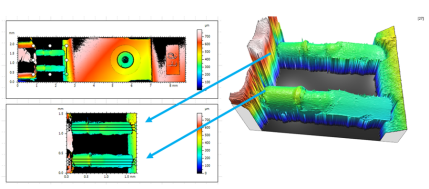
在某国际知名高速连接器厂商的测试中,CLS2 线扫传感器被用于检测线缆与端子激光焊接区域的正面与反面焊点表面形貌。
测试结果表明,CLS2 清晰获取了上下表面的焊点三维轮廓,成功识别出最大约84μm的焊点表面段差,这一尺寸级别的表面异常在传统2D检测中极易被忽略。通过对轮廓一致性的量化分析,可有效识别表面成型不良的焊点,为工艺优化与质量追溯提供数据支撑。
总结:从源头拦截风险,让漏检不再成为代价
普雷茨特 CLS2 高速 3D 共焦线传感器,让微米级的焊点表面缺陷变得可见、可测、可控,真正实现从“事后抽检”到“源头管控”的质量跃升,帮助客户降低返工成本、避免不良品流出、守护品牌声誉。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

